制定夹具底座零件(图5-23)的加工工艺,设计钻4×Ф28孔的钻床夹具(含全套CAD图纸)
内容
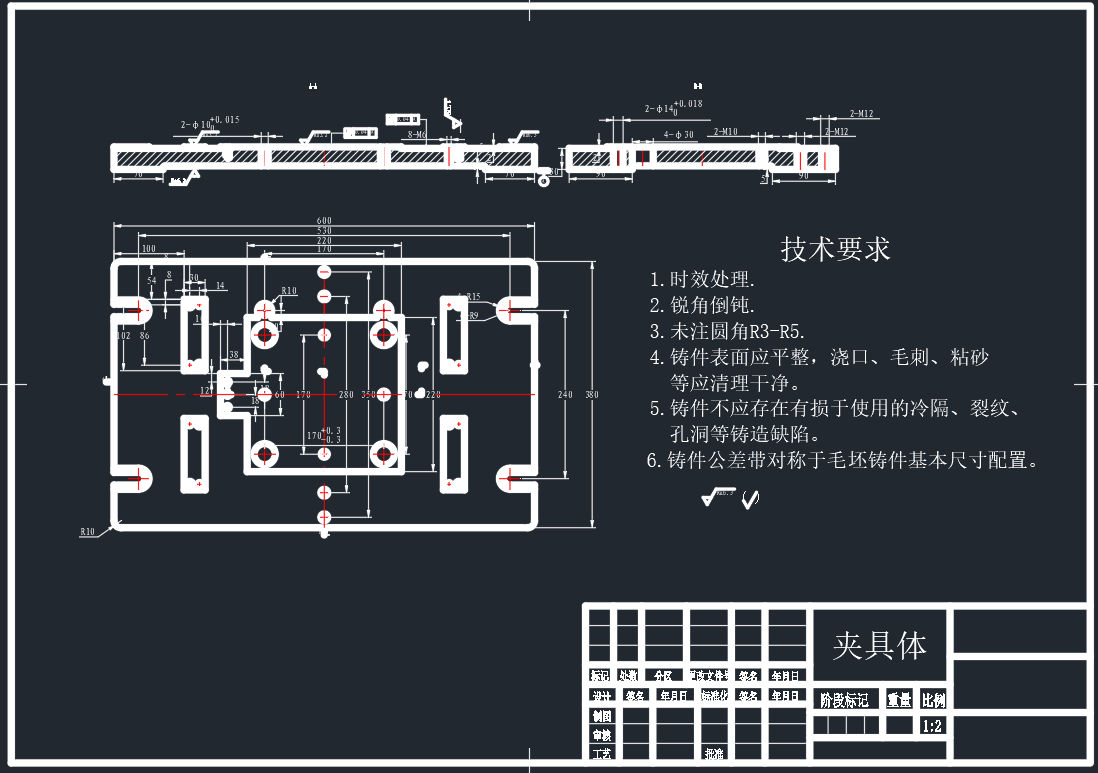
夹具底座零件作为机械加工中的关键部件,其加工精度直接影响后续装配质量。以图5-23所示的典型底座为例,其核心加工难点在于4个Ф28孔的定位与钻削。传统加工方式依赖人工划线定位,存在效率低、孔位偏差大等问题,尤其在批量加工时,过多累积误差会导致零件报废率显著上升。针对这一痛点,设计专用钻床夹具成为提升加工质量的关键解决方案。
钻床夹具的核心作用体现在三方面:一是通过定位元件实现孔系的精准定位,消除人工划线误差;二是利用夹紧机构确保零件在钻削过程中保持稳定,避免振动导致的孔径超差;三是通过导向套引导钻头,保证孔的垂直度与表面粗糙度。以该底座为例,夹具设计需重点考虑定位基准的选择——通常以底面与两侧基准面为定位面,配合菱形销与圆柱销组合定位,既能限制六个自由度,又能避免过定位导致的装夹变形。
在夹具结构设计上,需兼顾刚性与轻量化。定位板采用整体式结构,减少装配误差;夹紧机构选用螺旋压板,通过调整螺母实现快速装夹与拆卸;导向套选用可换式设计,当钻头磨损或更换规格时,仅需更换导向套即可继续使用,显著缩短设备调试时间。此外,夹具底座需预留排屑槽,避免铁屑堆积影响加工精度,同时设置吊装孔便于搬运。
通过专用夹具的应用,4个Ф28孔的加工可实现“一次装夹、多孔钻削”,孔位精度提升至±0.05mm以内,加工效率较传统方式提高3倍以上。更重要的是,夹具的标准化设计使其可适配不同规格的钻床,仅需调整定位元件尺寸即可用于类似零件的加工,显著降低设备改造成本。
本文系统梳理了夹具底座加工工艺的核心概念、理论框架与关键思路,帮助快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。




评论













