制定后钢板弹簧吊耳零件的加工工艺,设计钻_37孔的钻床夹具CAD图纸
内容
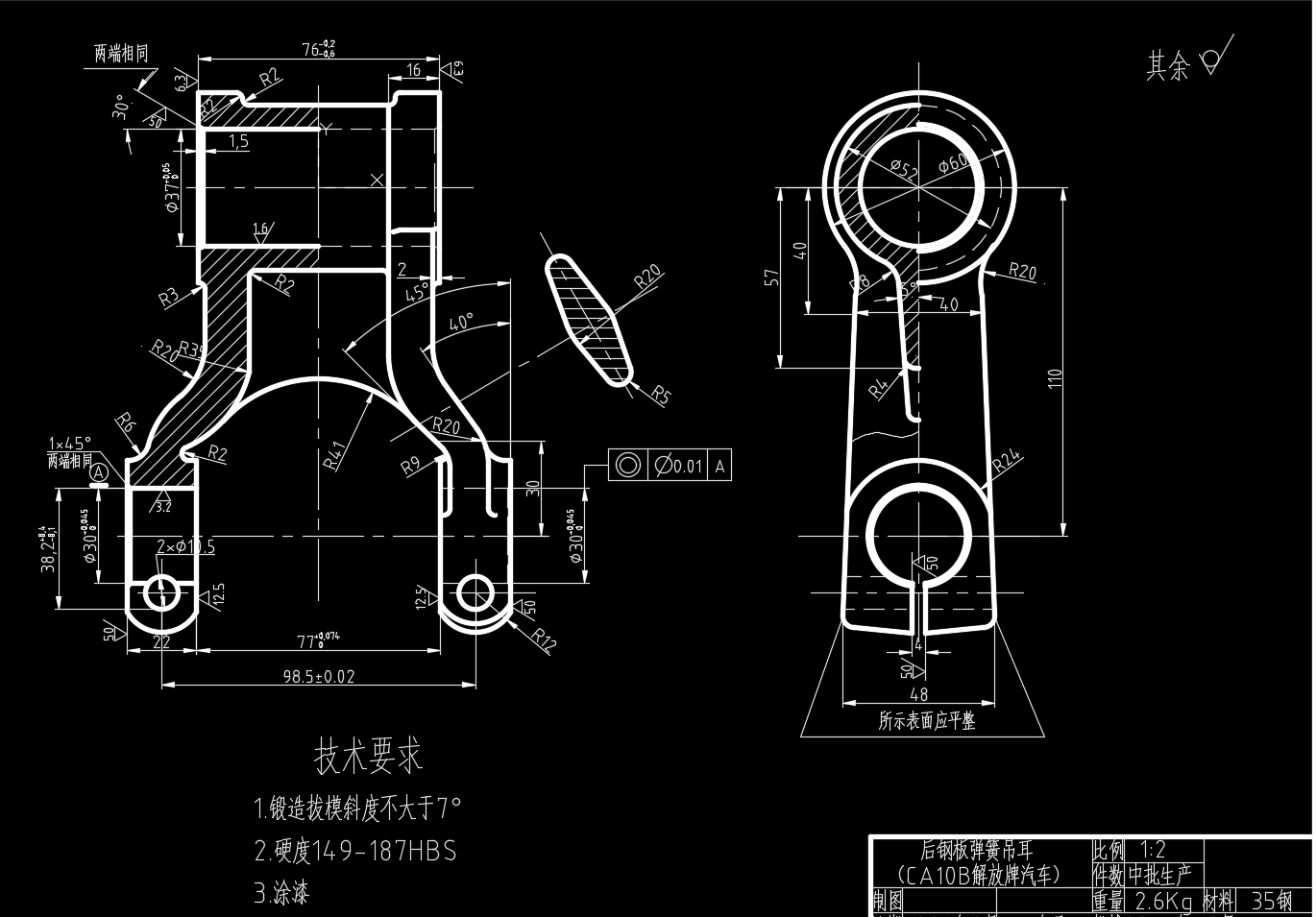
后钢板弹簧吊耳作为车辆悬架系统的关键零件,其加工质量直接影响整车行驶稳定性。其中,直径37毫米的安装孔需通过钻削工艺实现高精度加工,而钻床夹具的设计则是保障加工精度的核心环节。该夹具通过定位元件与夹紧机构的协同作用,将吊耳零件固定在机床工作台上,确保钻头在加工过程中始终与孔位保持精确的相对位置,避免因振动或偏移导致的孔径超差或位置度超标问题。
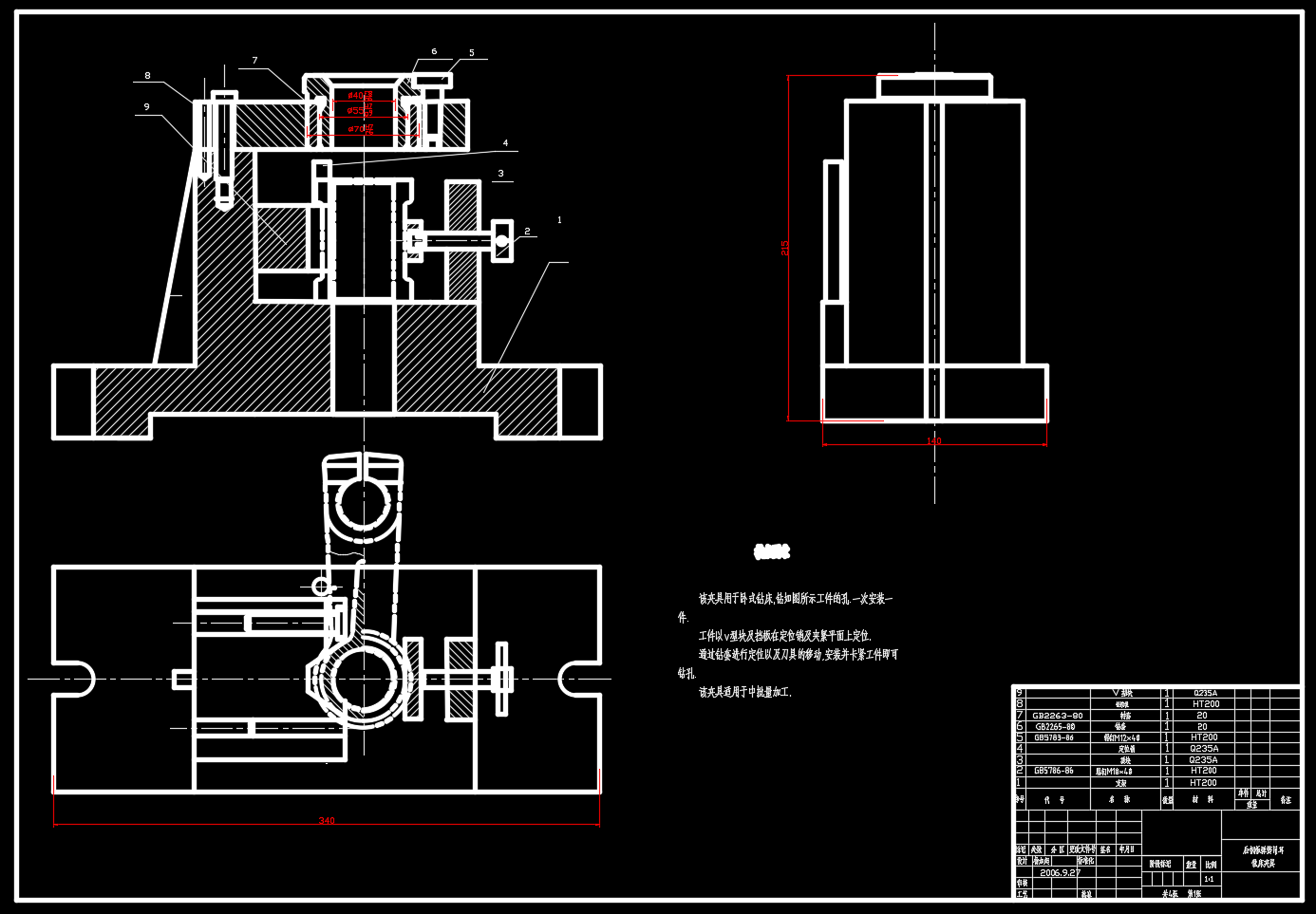
在定位设计方面,夹具通常采用“一面两销”的定位方式:以吊耳的平面作为基准面,限制三个自由度;通过两个圆柱销或菱形销分别限制两个旋转自由度,最终实现六个自由度的完全约束。这种设计既能保证加工稳定性,又能避免过定位导致的零件变形。夹紧机构则需根据吊耳的形状特点选择合适形式,例如对于薄壁结构,可采用螺旋压板或钩形压板,通过均匀分布的夹紧力防止加工过程中产生振动;对于厚壁结构,则可选用偏心轮或楔块机构,实现快速装夹与拆卸。
钻套是夹具中引导钻头的关键部件,其内孔直径需与钻头直径保持合理间隙,既要保证钻头顺利进出,又要避免因间隙过大导致导向偏差。通常,钻套与夹具体采用过盈配合或螺纹连接,确保其位置精度不受加工振动影响。此外,为延长钻套使用寿命,可在其工作表面进行淬火处理或镀硬铬,提高表面硬度与耐磨性。
通过合理设计钻床夹具,可显著缩短后钢板弹簧吊耳的加工周期,同时将孔径公差控制在±0.1毫米以内,位置度误差控制在0.2毫米以内,满足车辆悬架系统对零件精度的严苛要求。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













