制定带铜衬轴套零件的加工工艺,设计铣20台面的铣床夹具(含全套CAD图纸)
内容
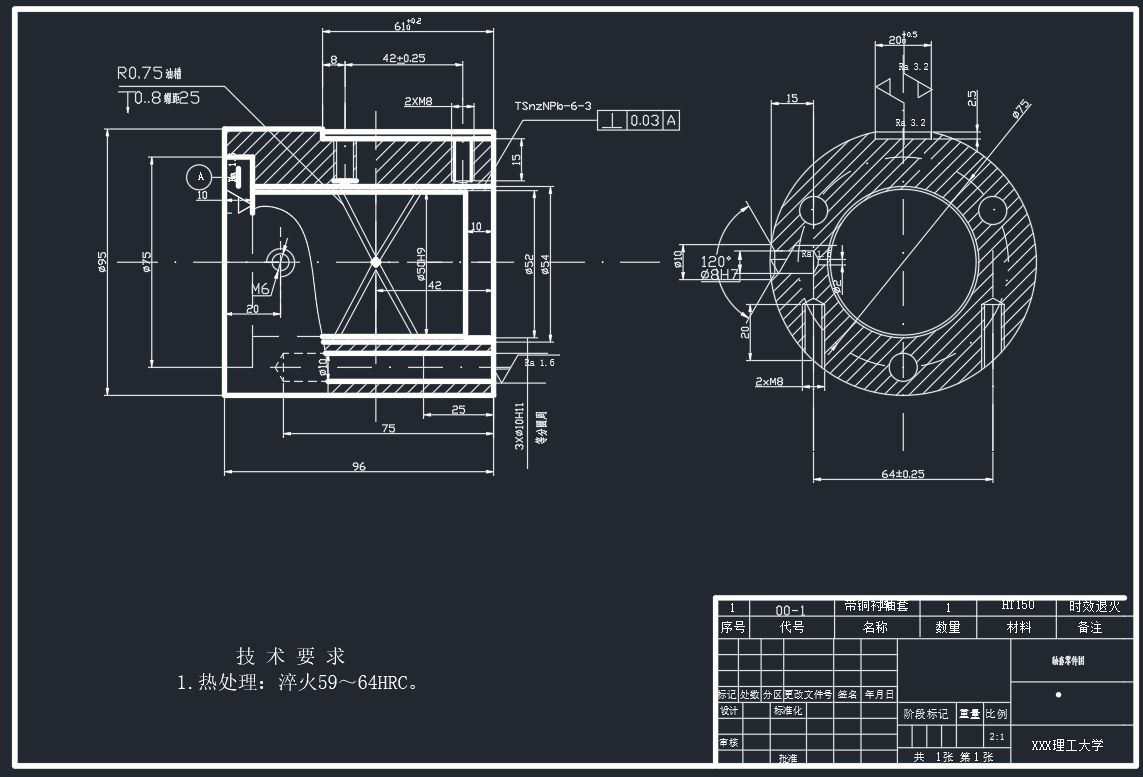
带铜衬轴套零件在机械传动中承担着关键支撑与耐磨功能,其加工质量直接影响设备运行的稳定性。制定加工工艺时,需重点解决铜衬与轴套基体的复合加工难题:先通过车削工艺完成轴套外圆、内孔及端面的粗加工,预留合理余量;再采用铣削工艺对轴套端面进行精修,确保平面度与表面粗糙度达标;最后通过压装工艺将铜衬嵌入轴套内孔,利用过盈配合实现可靠连接。整个工艺流程需严格控制各工序的形位公差,避免因热变形或装夹误差导致铜衬脱落或轴套变形。
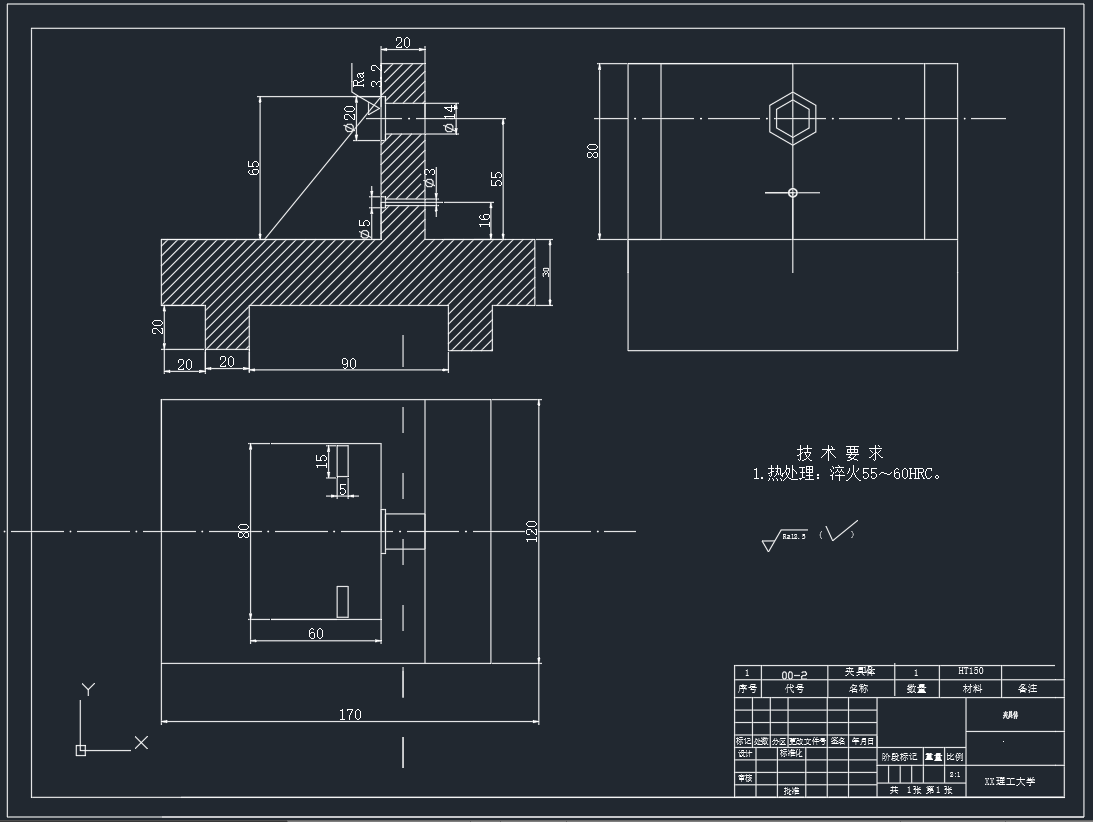
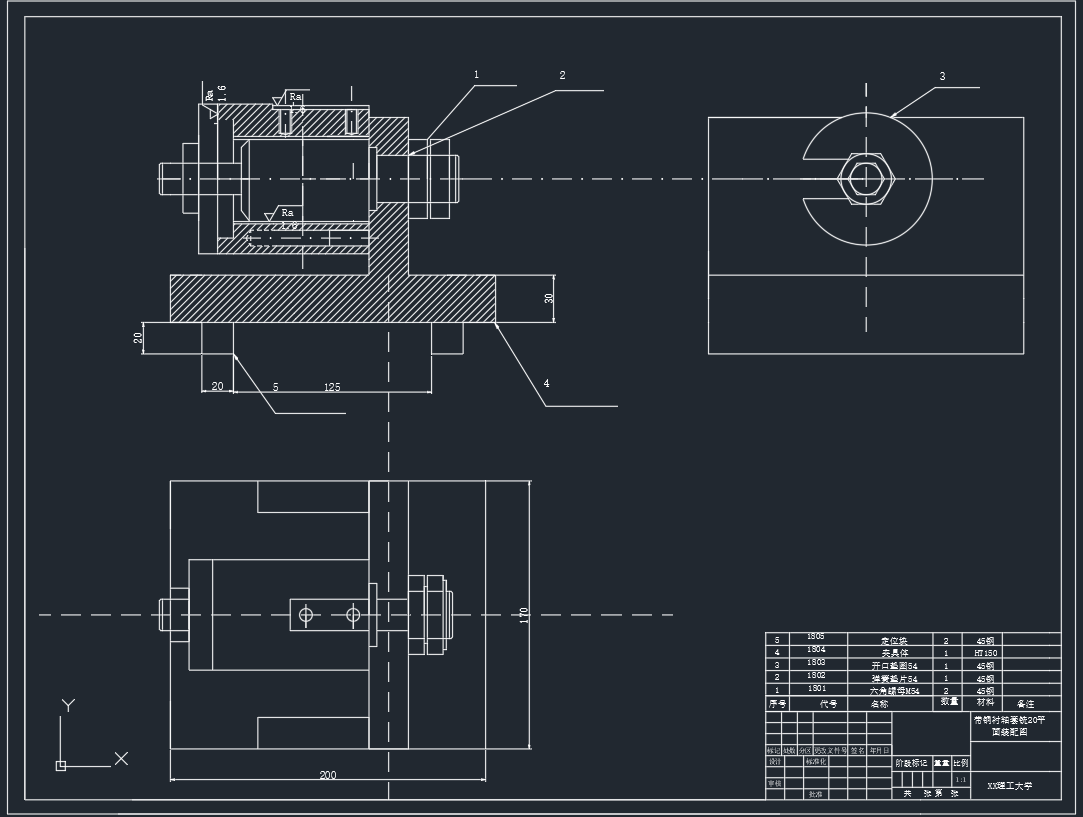
铣20台面的铣床夹具是保障加工精度的核心工装。其设计需兼顾定位与夹紧的双重功能:定位部分采用“一面两销”结构,以轴套端面为基准面,配合内孔圆柱销与侧面菱形销限制五个自由度;夹紧部分选用螺旋压板机构,通过均匀分布的压紧点将轴套压紧在定位面上,避免局部应力集中导致变形。夹具底板设计有T型槽,可快速调整夹具在机床工作台上的位置,适应不同规格轴套的加工需求。此外,夹具主体采用灰铸铁材质,利用其良好的减震性降低铣削过程中的振动,进一步提升加工表面质量。
该夹具的创新点在于模块化设计:定位销与压板组件采用可拆卸结构,通过更换不同尺寸的定位销与压板,即可实现同一夹具对多种规格轴套的兼容加工,显著缩短工装准备周期。同时,夹具操作界面设计有防误装结构,通过定位销与轴套内孔的形状匹配,避免因装夹错误导致的加工事故。实际应用中,该夹具可将轴套端面的平面度误差控制在0.02mm以内,表面粗糙度达到Ra1.6μm,完全满足高精度传动零件的加工要求。
本文系统梳理了带铜衬轴套零件的加工工艺要点与铣床夹具的设计逻辑,从定位原理、夹紧方式到材料选择均进行了详细阐释,帮助快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













