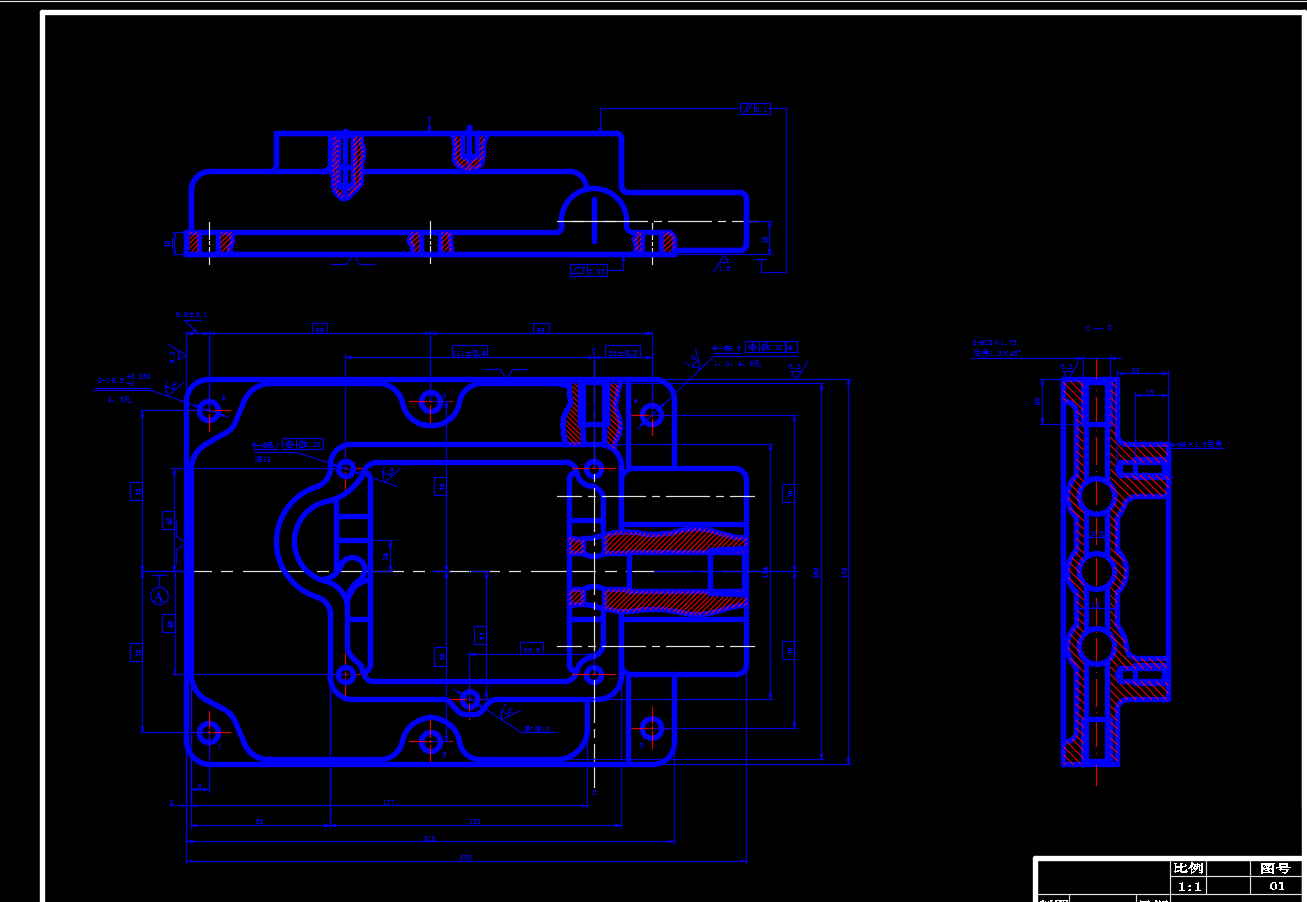
变速箱上盖作为动力传输系统的关键部件,其加工精度直接影响整车的换挡平顺性与耐久性。在传统加工方式中,多孔位的定位与钻孔需要反复装夹调整,不仅效率低下,更易因人为操作误差导致孔径偏移或位置度超差。针对这一痛点,专为变速箱上盖设计的钻孔组合机床应运而生,通过模块化布局与高精度定位系统,实现了4个4.7毫米孔与1个7毫米孔的同步加工,为提升加工质量与效率提供了可靠解决方案。
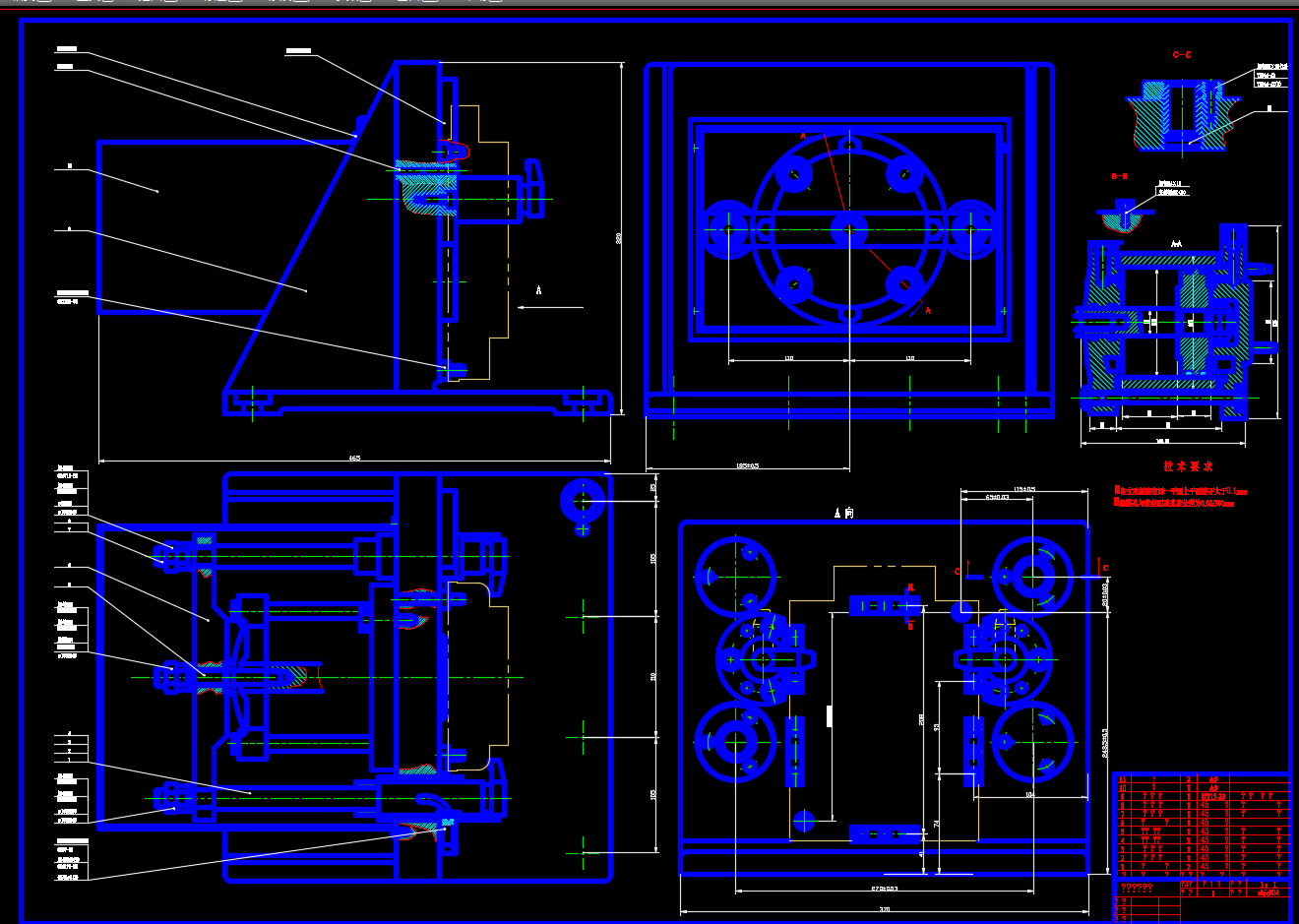
该机床的核心优势在于其多工位协同加工能力。4个4.7毫米孔通常分布于上盖的对称位置,用于安装换挡拨叉轴或传感器,而7毫米孔则多用于定位销或液压管路连接。传统单工位加工需分多次装夹,而组合机床通过集成多轴钻削单元,可一次性完成所有孔位的粗加工与精加工,避免重复定位带来的累积误差。其定位系统采用高刚性导轨与液压夹紧机构,确保上盖在加工过程中始终保持稳定,即使面对曲面或异形结构也能精准定位。
在效率提升方面,组合机床的自动化流程显著缩短了加工周期。从工件上料、夹紧、钻孔到下料,全程由数控系统控制,操作人员仅需监控设备运行状态,无需手动调整刀具或测量孔距。这种“一键式”操作模式不仅降低了对操作人员技能的要求,更通过减少非加工时间,使单件加工时间较传统方式缩短。同时,机床配备的冷却液循环系统可有效控制钻削温度,避免因热变形导致的孔径收缩或表面烧伤,进一步保障了加工质量。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。