拨叉零件的加工工艺,设计铣平面C的铣床夹具(说明书 工序卡 过程卡 CAD图纸)
内容
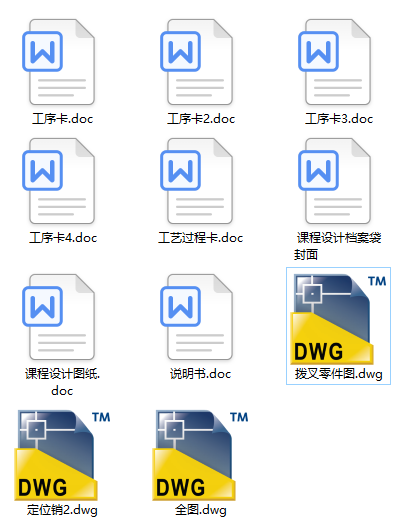
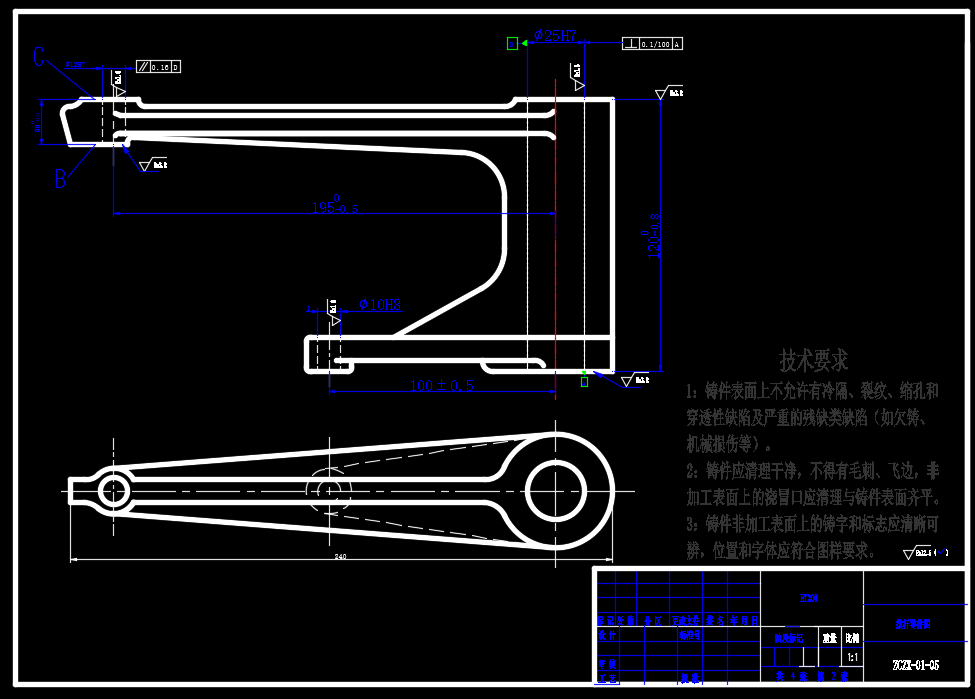
拨叉零件作为机械传动系统中的关键组件,其加工质量直接影响设备运行的稳定性。在铣削平面C的工序中,夹具设计是保障加工精度的核心环节。传统加工方式依赖人工定位,易因操作差异导致平面度超差,而专用铣床夹具通过标准化定位与夹紧系统,可实现零件在加工过程中的精准固定,有效消除人为误差,确保平面C与基准面的垂直度符合设计要求。
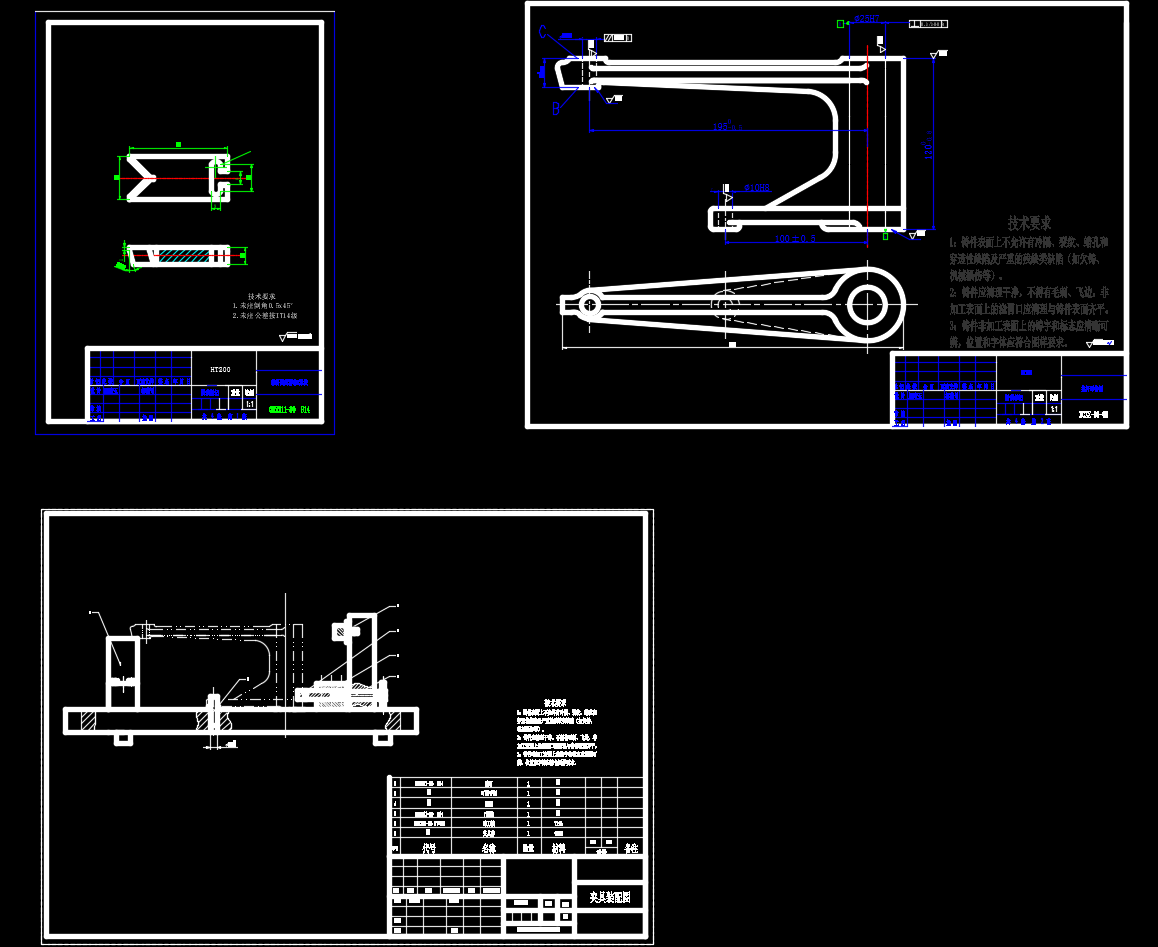
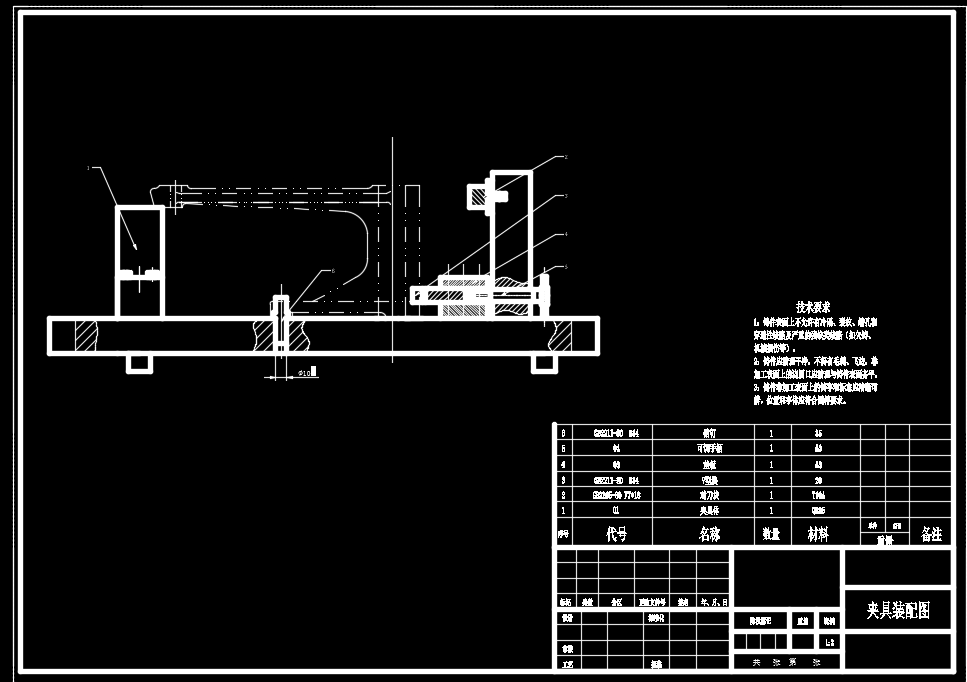
夹具设计需兼顾功能性与经济性。针对拨叉零件的异形结构,采用“一面两销”定位方案:以零件底面为基准面,配合两个圆柱销限制五个自由度,剩余一个自由度通过辅助支撑块约束,避免过定位导致的变形。夹紧机构选用液压快速夹紧装置,通过杠杆原理将夹紧力均匀传递至零件表面,既保证加工稳定性,又显著缩短装夹时间。此外,夹具体采用铸铁材质,经时效处理消除内应力,防止长期使用后变形影响精度。
工序卡与过程卡是夹具应用的指导文件。工序卡明确标注铣平面C的加工步骤:先清洁零件表面,再将其放置于夹具定位面,插入定位销后启动液压夹紧,最后进行铣削加工并检测平面度。过程卡则细化操作规范,例如定位销插入深度需控制在3-5mm,液压系统压力应稳定在规定范围内,避免因压力波动导致夹紧力不足。这些标准化流程可减少操作失误,提升加工一致性。
CAD图纸是夹具设计的可视化呈现。三维模型清晰展示定位元件、夹紧装置与夹具体的空间布局,二维工程图则标注关键尺寸公差与形位公差,例如定位销与夹具体孔的配合间隙需控制在H7/f6,确保定位精度。通过图纸模拟装配过程,可提前发现干涉问题并优化结构,避免实物加工后反复修改,显著缩短设计周期。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













