拨叉零件的加工工艺,设计钻Φ12H7和Φ25H7孔的钻床夹具课程设计(说明书 CAD图纸 工序卡 过程卡)
内容
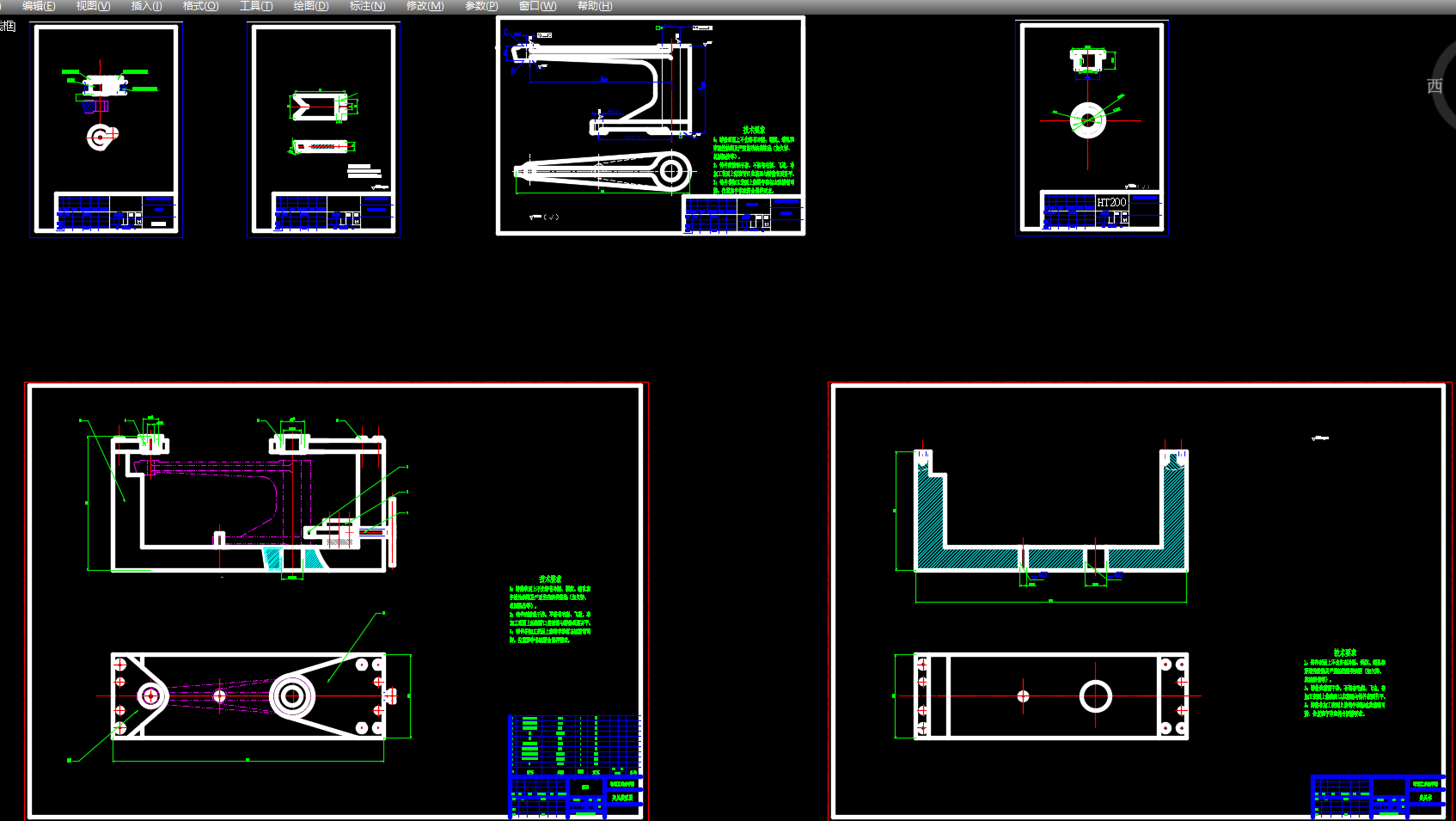
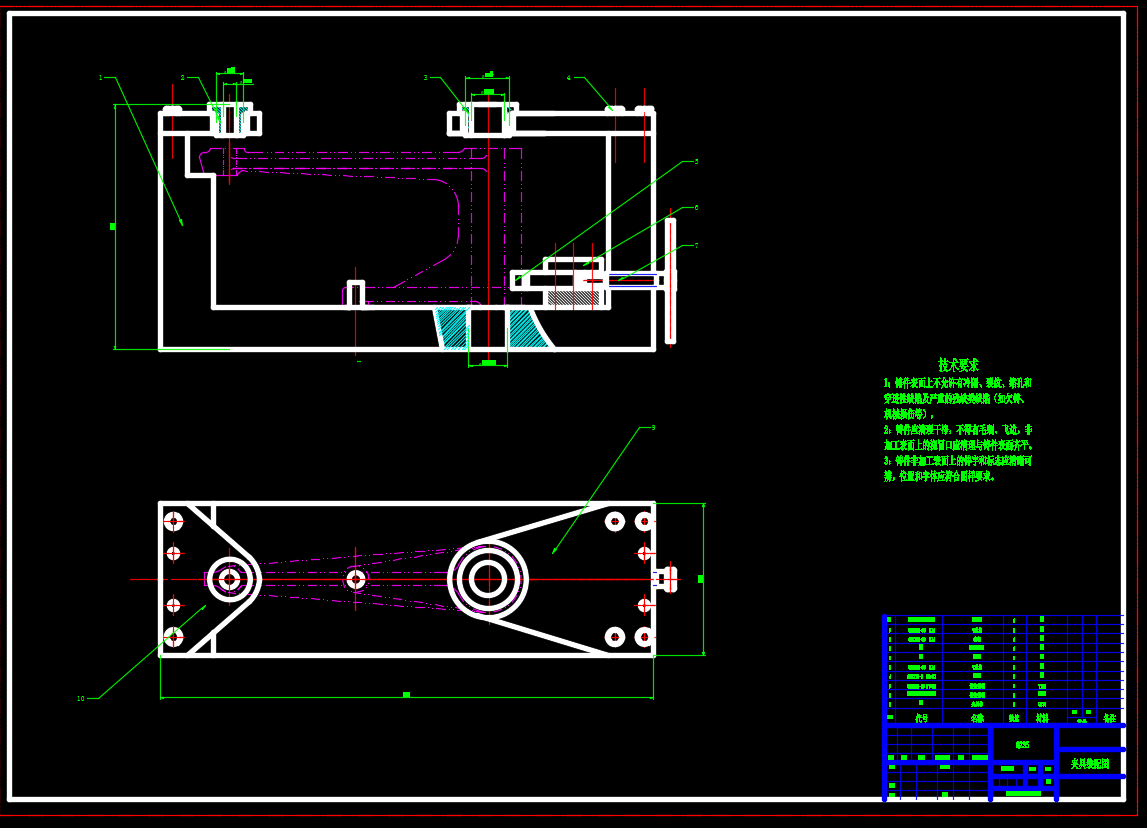
拨叉零件作为机械传动系统中的关键部件,其加工精度直接影响设备运行的稳定性。其中,Φ12H7和Φ25H7两个孔的加工是核心工序,需通过专用夹具保证孔径尺寸精度、位置度及表面粗糙度。钻床夹具的设计需综合考虑定位、夹紧、导向三大功能,通过合理布局定位元件(如V形块、定位销)与夹紧机构(如螺旋压板),确保零件在加工过程中保持稳定姿态,避免因振动或位移导致孔轴线偏斜。
针对Φ12H7小孔加工,夹具需采用短钻套导向,减少钻头偏摆,同时通过可调式定位销实现轴向定位,适应不同长度零件的加工需求。对于Φ25H7大孔,则需设计双导向钻套结构,配合浮动夹头,既保证钻头刚度,又避免因零件表面不平整导致的加工误差。夹具底板需预留T形槽,便于与钻床工作台快速连接,同时设置对刀块,简化刀具调整流程,显著缩短装夹时间。
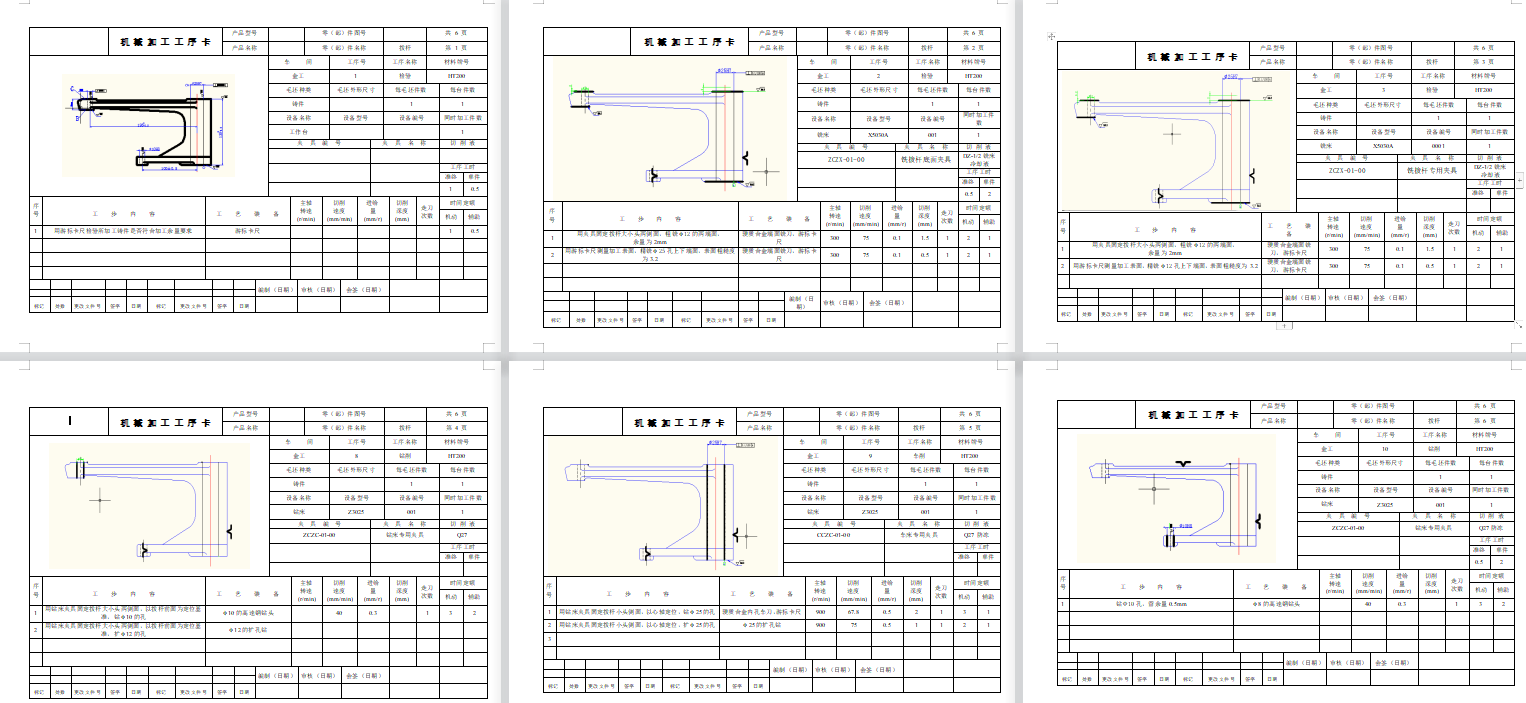
工序卡与过程卡是夹具设计的配套文件,前者详细记录每道工序的加工内容、设备型号及切削参数,后者则以流程图形式呈现零件从毛坯到成品的完整路径。通过工序卡可明确夹具的使用场景(如粗加工用快速定位夹具、精加工用高精度夹具),过程卡则帮助操作者理解夹具与加工工艺的协同关系,避免因操作顺序错误导致质量事故。
CAD图纸作为夹具设计的可视化载体,需包含总装图、零件图及爆炸视图。总装图标注关键尺寸(如定位面到钻套中心的距离)、形位公差(如同轴度、垂直度)及表面粗糙度要求;零件图则细化每个元件的材质、热处理方式及加工余量;爆炸视图通过分层展示,帮助理解夹具的装配逻辑,减少现场调试时间。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。


评论













