CA6140车床拨叉831008的加工工艺设计,是机械制造领域中针对特定零件的典型解决方案。拨叉作为车床传动系统中的关键部件,其加工精度直接影响机床的换挡性能与稳定性。该工艺设计通过优化工序安排,将粗加工、半精加工与精加工阶段合理划分,有效控制了加工过程中的变形与应力积累。例如,在铣削工序中,采用分阶段切削策略,既保证了表面质量,又避免了因单次切削量过大导致的振动问题,为后续热处理与装配环节奠定了基础。
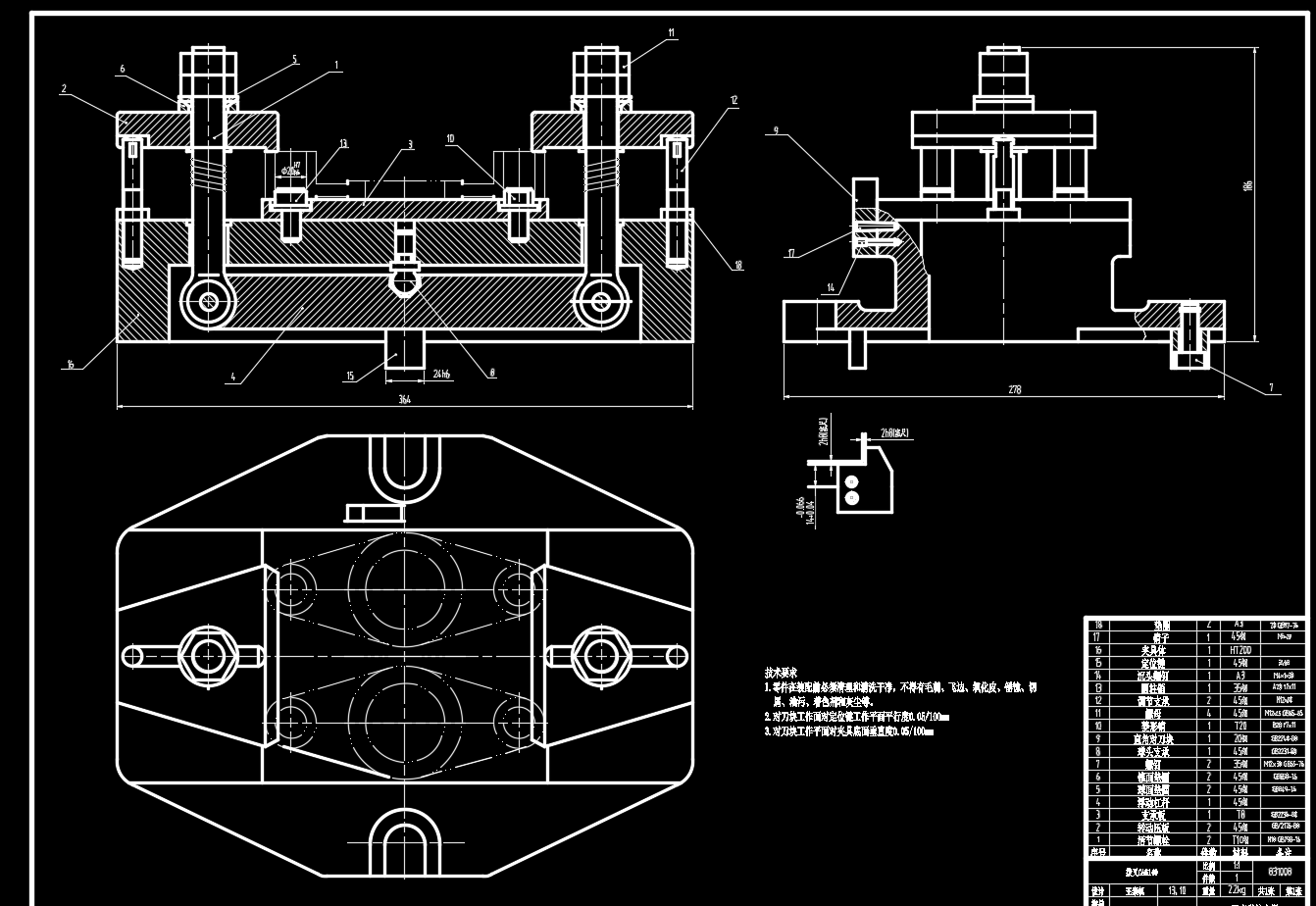
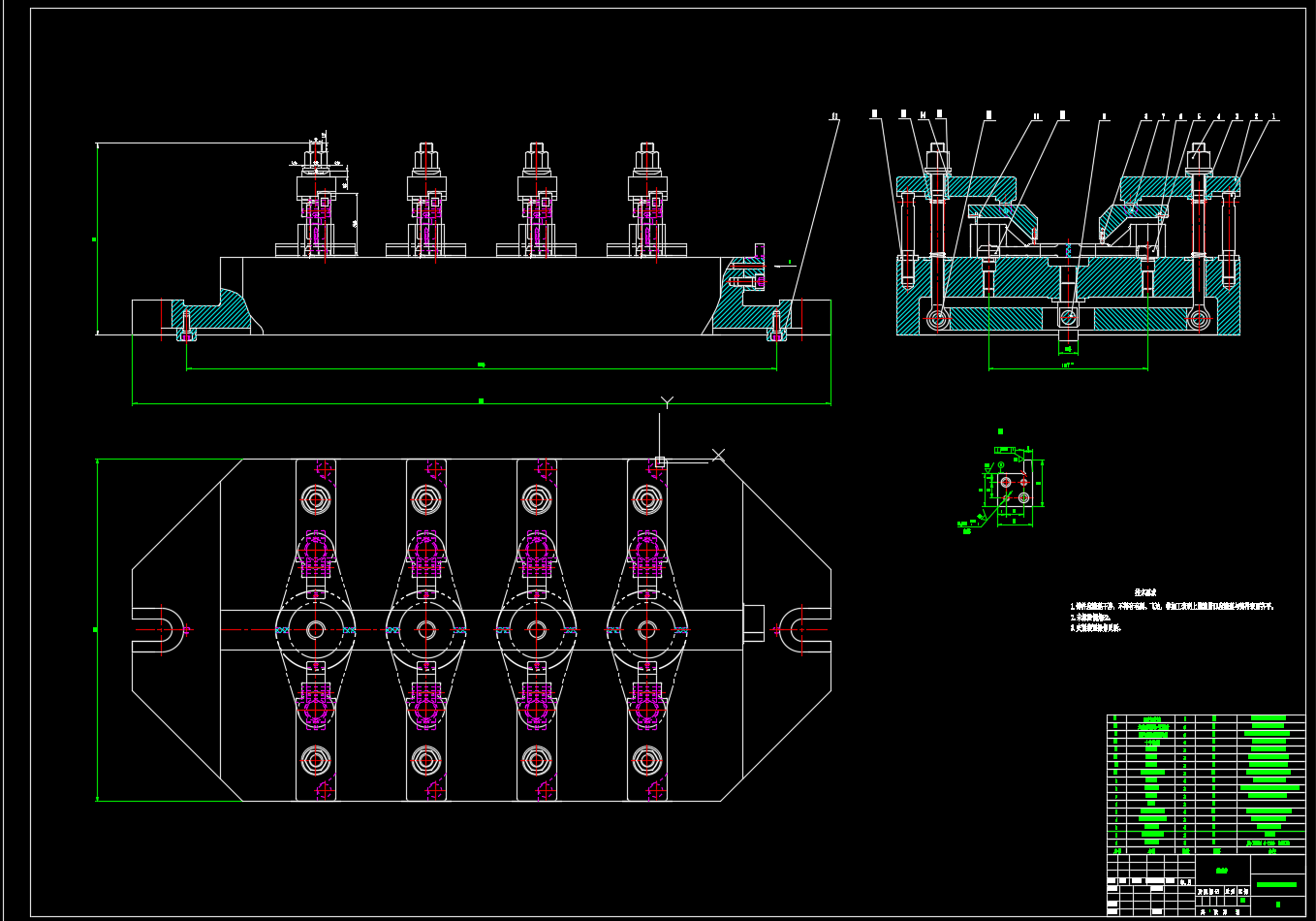
铣断双体夹具的设计是该工艺的核心创新点。针对拨叉零件的双体结构特性,夹具通过定位销与支撑块的组合,实现了对两个独立体的同步定位与夹紧。这种设计不仅简化了装夹流程,更通过刚性支撑结构显著提升了加工稳定性,尤其适用于批量加工场景。夹具的导向装置采用可调式设计,可根据刀具磨损情况灵活调整,确保铣断位置的尺寸精度始终符合要求,避免了因刀具偏差导致的零件报废问题。
12张配套图纸详细涵盖了工艺路线规划、夹具装配图、关键零件图等内容。其中,夹具装配图以爆炸视图形式呈现,清晰标注了各部件的装配关系与调整方式;零件图则通过三维标注技术,将尺寸公差、形位公差等关键信息直观展示,为实际加工提供了可操作性强的指导。这些图纸通过标准化符号与术语,确保了设计意图的准确传递,显著缩短了从设计到落地的转化周期。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。