CA6140车床拨叉831002是机械传动系统中的关键零件,其加工质量直接影响设备运行的稳定性。该零件的加工工艺需兼顾精度与效率,核心环节包括粗加工、半精加工及精加工三阶段。粗加工阶段通过铣削或刨削去除大量余量,为后续工序奠定基础;半精加工阶段采用车削或镗削修正轮廓,控制尺寸公差;精加工阶段则通过磨削或抛光提升表面质量,确保形位精度符合设计要求。这一工艺流程通过分阶段加工逐步逼近最终尺寸,既能避免因余量过大导致的变形,又能通过工序分散降低单次加工的复杂度,显著提升加工可靠性。
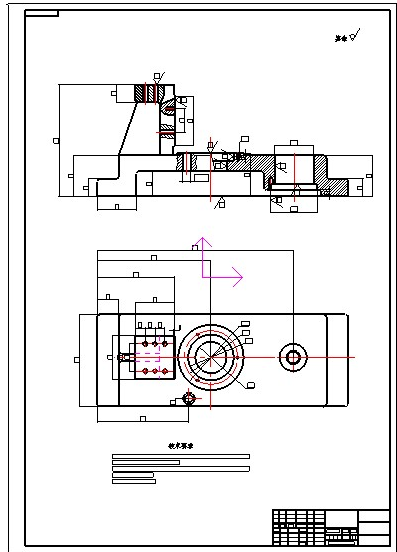
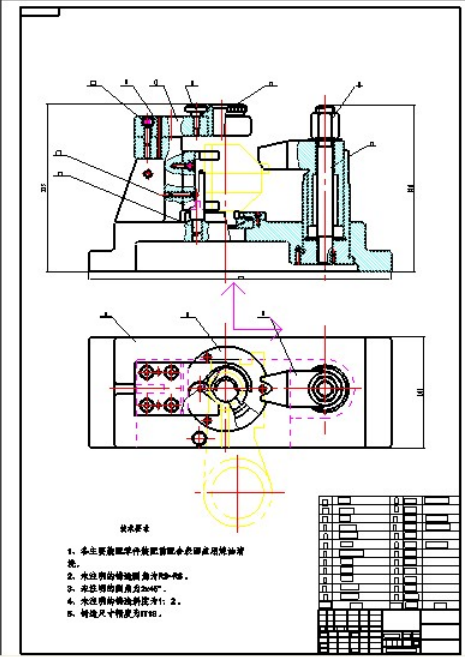
钻φ25孔是拨叉加工中的关键工序,其位置精度直接影响零件与轴系的配合性能。钻床夹具的设计需围绕“定位-夹紧-导向”三大核心功能展开:定位元件通过“一面两销”结构限制零件的六个自由度,确保孔位与基准面的相对位置;夹紧机构采用快速夹紧装置,在保证夹紧力的同时缩短装夹时间;导向套则通过与钻头直径的精密配合,抑制钻削过程中的振动,避免孔径扩大或偏斜。通过夹具的刚性支撑与精准导向,可显著提升钻孔的重复定位精度,使孔径公差控制在设计允许范围内。
夹具设计还需考虑操作便捷性与维护成本。例如,采用模块化结构可快速更换定位元件以适应不同型号零件;选用耐磨材料制作导向套能延长夹具使用寿命;优化夹紧力分布可避免零件因局部应力集中而变形。这些细节设计不仅降低了操作难度,更通过减少调试时间与废品率,间接提升了整体加工效率。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。