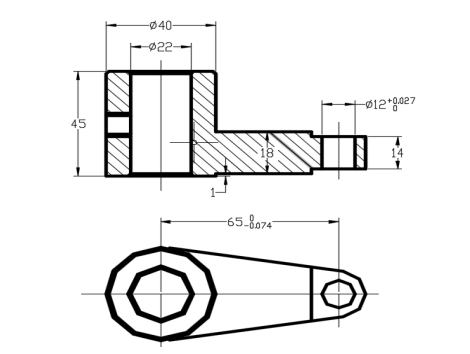
拨杆零件作为机械传动中的关键连接件,其加工质量直接影响设备运行的稳定性。制定合理的加工工艺,需从材料特性、结构精度及加工效率三方面综合考量。首先根据零件材质选择预处理方式,例如铸件需进行时效处理消除内应力,锻件则需通过正火改善切削性能。粗加工阶段需预留足够的加工余量,为后续精加工提供调整空间;半精加工阶段需重点控制形位公差,确保各功能面间的相对位置精度;精加工阶段则需采用高精度机床,通过多道工序逐步逼近设计尺寸,最终满足图纸要求的表面粗糙度与尺寸精度。
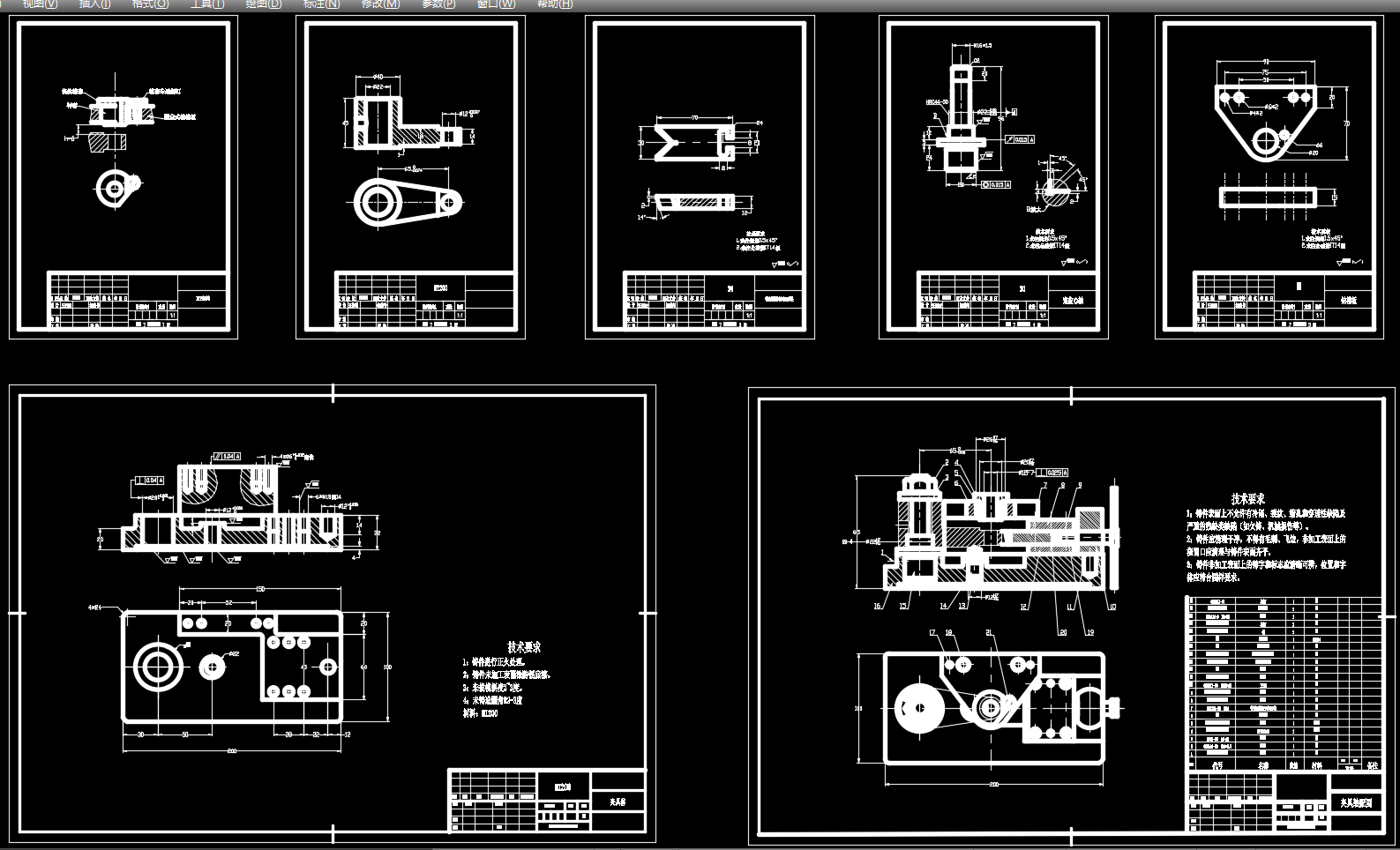
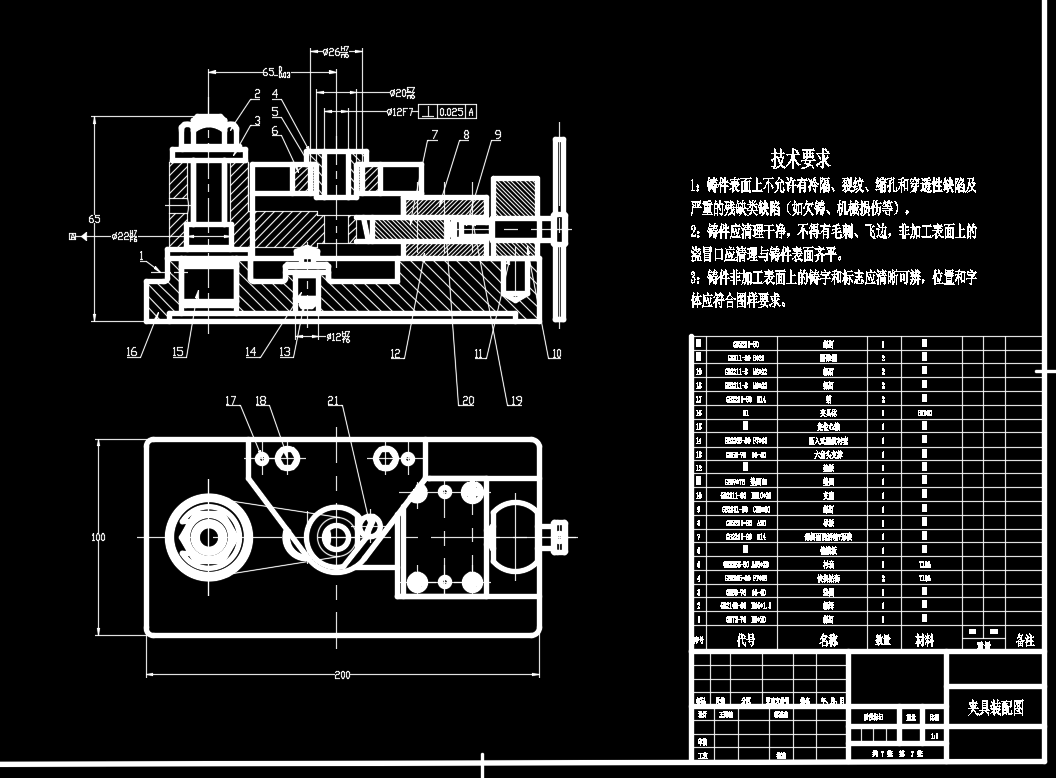
钻Φ12孔是拨杆零件加工的核心工序,其位置精度直接影响装配效果。设计专用钻床夹具时,需遵循“定位准确、夹紧可靠、操作便捷”的原则。定位元件通常采用“一面两销”结构,以零件底面为基准面,配合两个圆柱销限制五个自由度,剩余一个自由度通过钻套导向孔的轴向约束实现完全定位。夹紧机构需根据零件形状选择合适形式,例如对于薄壁类零件可采用螺旋压板机构,通过均匀施力避免变形;对于重型零件则需设计液压或气动夹紧系统,确保加工过程中的稳定性。钻套设计需考虑导向长度与材料硬度,导向长度过短易导致钻头偏移,过长则增加摩擦阻力;材料硬度不足会加速磨损,影响孔径精度。
夹具的标准化设计能显著缩短调试周期。通过模块化组合定位元件与夹紧单元,可快速适应不同规格拨杆零件的加工需求。例如将钻套与钻模板设计为可拆卸结构,更换零件时仅需调整定位销位置,无需重新制造整套夹具。此外,在夹具体上设置观察窗或检测孔,便于操作人员实时监控加工状态,及时发现异常并调整参数,避免批量性质量问题的发生。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。