2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
CA6140主轴加工工艺及夹具设计(设计说明书+CAD图纸+开题报告+过程卡) 备注:此份资料不含工序卡,只有过程卡
来源: 阅读:49
网站管理员
发布于 2026-03-14 01:00
查看主页
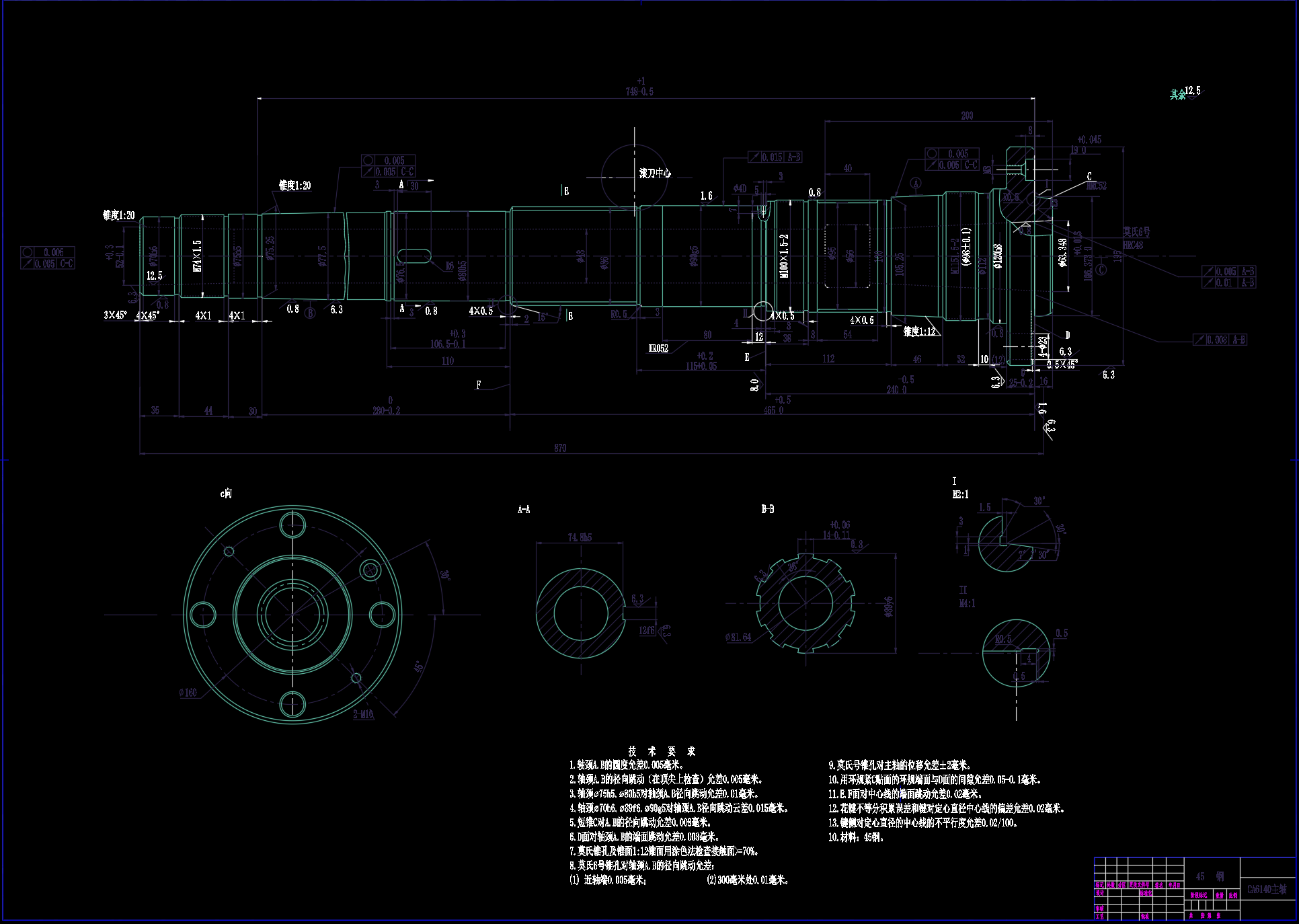
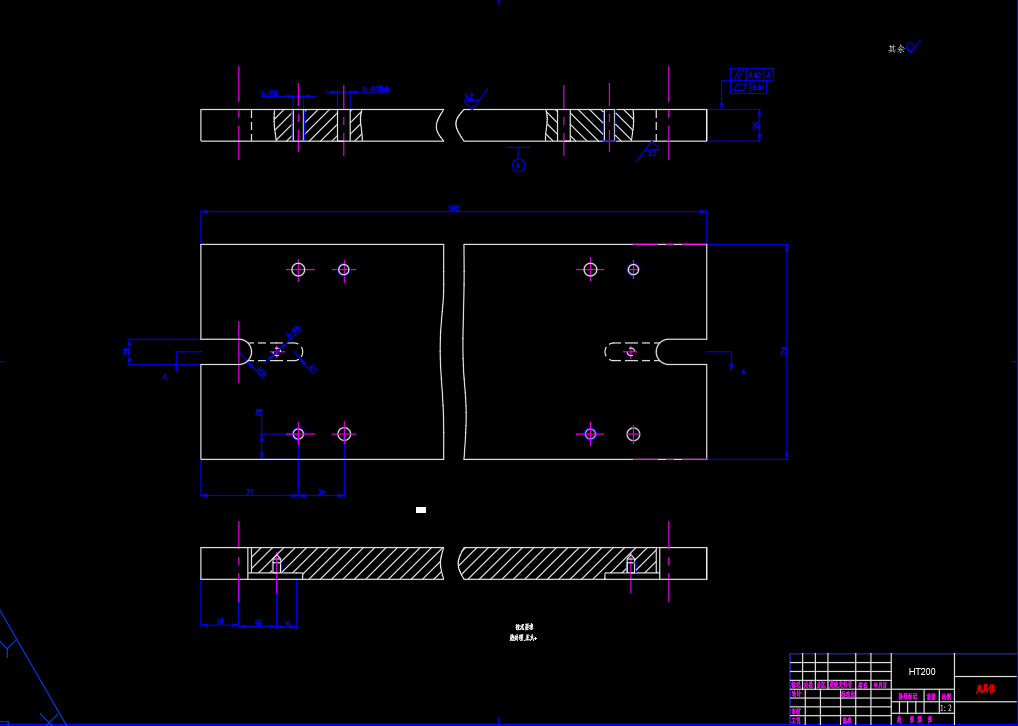
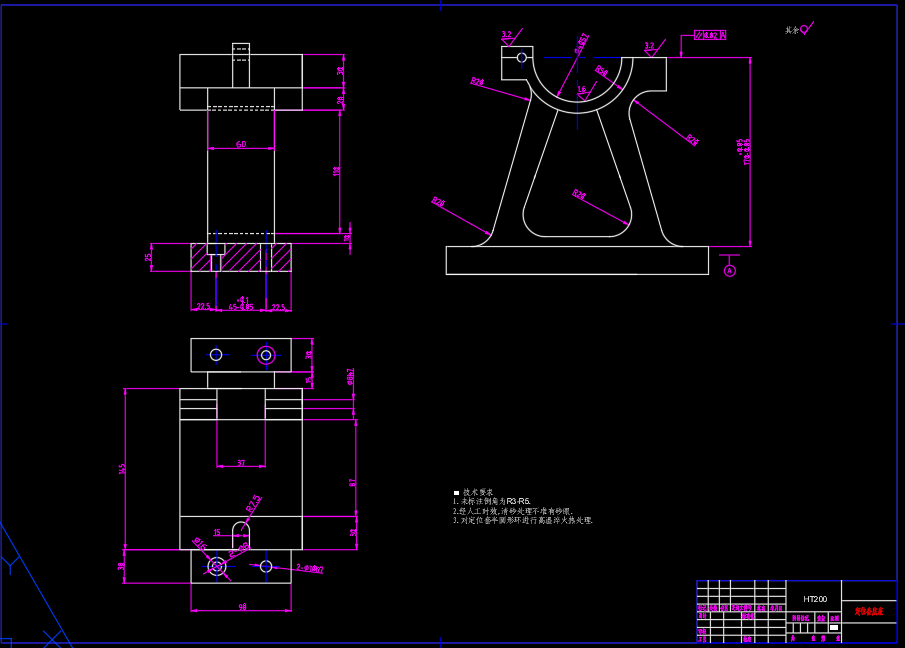
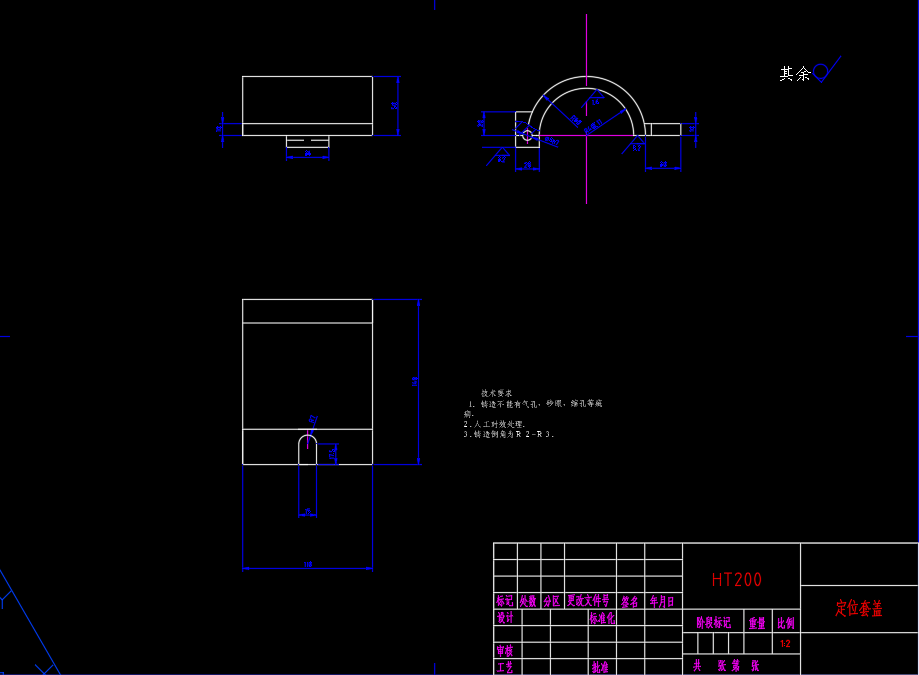
CA6140型车床主轴作为机械加工领域的核心零件,其加工工艺与夹具设计直接影响设备精度与运行稳定性。主轴需承受切削力、振动及热变形等多重载荷,因此其加工过程需兼顾尺寸精度、形位公差及表面质量要求。学习资料中,主轴加工工艺路线以粗加工、半精加工、精加工及光整加工为阶段划分,通过多工序协同控制形位误差,例如采用“基准统一”原则确定定位基准,确保各加工面间的位置精度;热处理工序则通过调质处理提升材料综合力学性能,为后续精加工提供稳定基础。夹具设计部分聚焦于定位与夹紧方案的优化,针对主轴阶梯轴结构特点,采用“一面两销”定位方式限制六个自由度,夹紧机构则通过液压或螺旋装置实现均匀施力,避免加工过程中因夹紧力不均导致变形。
过程卡作为工艺设计的核心文件,系统记录了各工序的加工内容、设备选择及工艺参数范围。例如,粗车外圆工序需明确车床型号、刀具材料及切削用量范围,为操作人员提供标准化指导;精磨工序则需标注磨床精度等级及砂轮修整要求,确保表面粗糙度达标。过程卡还包含关键工序的质量控制点,如主轴锥孔的检验需采用专用心轴与量规组合检测,通过接触面积判断配合精度。与工序卡相比,过程卡更侧重于工序间的逻辑衔接与资源统筹,例如将热处理工序安排在粗加工后、精加工前,以消除内应力并提升材料切削性能。
开题报告部分则从理论层面解析了主轴加工的技术难点与创新方向。例如,针对主轴长径比大导致的刚性不足问题,提出采用“跟刀架”辅助支撑或优化切削参数以减少振动;对于夹具设计,探讨模块化夹具的应用潜力,通过更换定位元件适应不同规格主轴的加工需求。设计说明书则整合了工艺路线、夹具结构及检验规范,形成可落地的技术方案。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
某电厂干法脱硫工艺成套设计图
01/13
85
柳州五菱1010PSB散热器侧板冲压模设计【说明书+CAD图纸+答辩稿】
02/06
62
毕业设计_东风轻型货车转向系统设计
02/06
64
味精发酵设计说明书及CAD图
04/01
36
某钢构公司轻钢结构厂房设计 (计算书+图纸+文献综述+英文资料翻译原文)
02/08
65
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn