工艺夹具-减速器箱体零件的工艺设计及其加工Φ72H7孔的夹具设计(镗床夹具)
内容
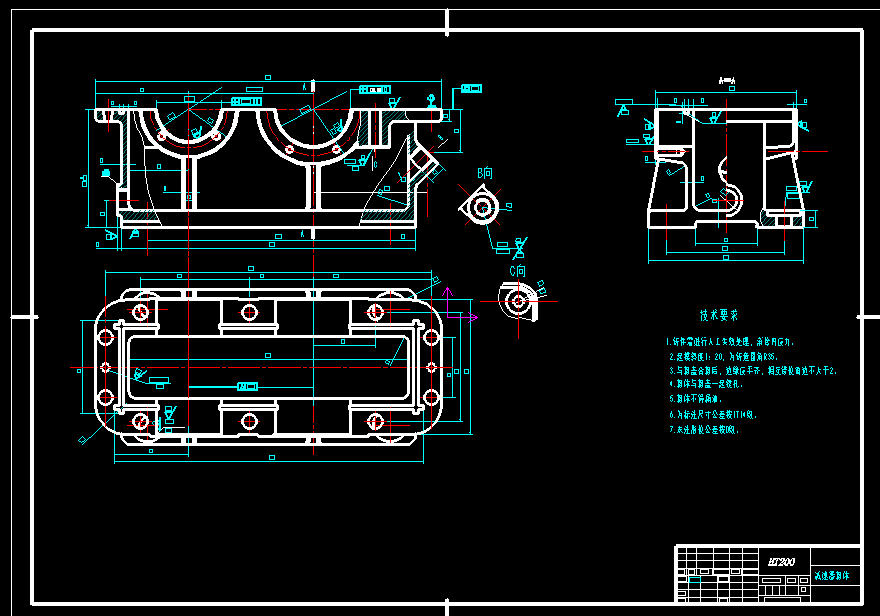
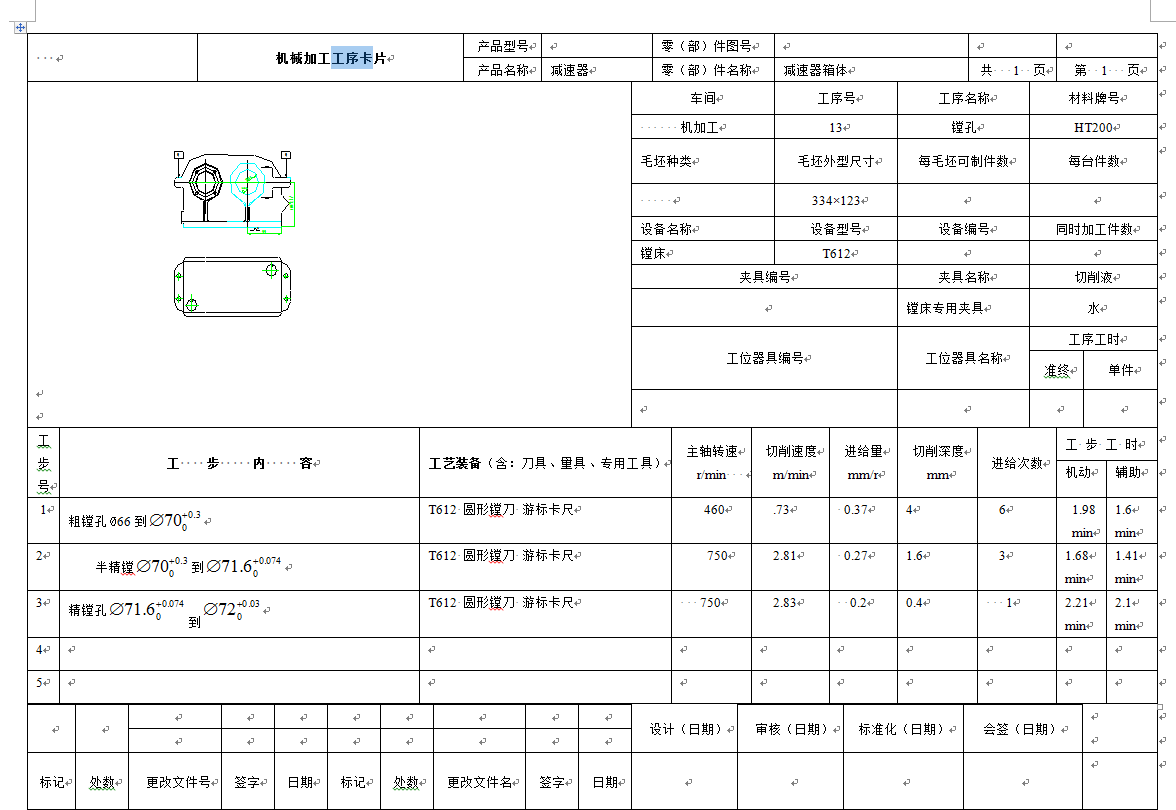
工艺夹具在机械加工中扮演着“精准定位”与“高效支撑”的核心角色,尤其在减速器箱体这类结构复杂的零件加工中,其设计质量直接影响孔系加工的尺寸精度与位置精度。以Φ72H7孔的镗床夹具为例,该孔作为箱体关键传动部件的安装基准,需满足严格的公差要求,而夹具的设计需从定位、夹紧、导向三个维度综合考量,确保加工过程稳定可靠。
定位环节是夹具设计的核心基础。针对减速器箱体,通常采用“一面两销”定位方式:以箱体底面为基准面,限制三个自由度;以两个定位销分别插入箱体上的工艺孔,限制其余三个自由度。这种组合定位方式能有效消除加工中的振动与偏移,为Φ72H7孔的镗削提供精准的空间坐标。定位销的直径需根据工艺孔尺寸设计,表面粗糙度需控制在极低水平,以避免定位误差累积。
夹紧机构的设计需兼顾刚性与便捷性。由于镗削过程中切削力较大,夹具需通过螺栓或液压装置对箱体施加均匀压力,防止加工中因振动导致孔径超差。同时,夹紧点应避开箱体薄弱区域,避免因局部应力集中引发变形。例如,可在箱体两侧对称布置夹紧块,通过杠杆原理实现快速锁紧,既保证夹紧力,又缩短装夹时间。
导向装置是镗床夹具的特色设计。镗杆需通过导向套或浮动镗头实现精准运动,导向套的内径与镗杆直径需严格匹配,间隙过大会导致孔径扩大,间隙过小则增加摩擦阻力。此外,导向套需采用耐磨材料制造,并设置润滑通道,以延长使用寿命并降低加工成本。
通过优化定位、夹紧与导向设计,该夹具可显著缩短减速器箱体的加工准备时间,同时将Φ72H7孔的尺寸精度稳定在H7公差范围内,位置精度满足装配要求。这种设计思路不仅适用于镗床,也可推广至其他孔系加工场景,为复杂零件的工艺设计提供参考。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。





评论













