发动机连杆加工工艺及夹具设计(论文+CAD图纸+工序卡+过程卡)
内容
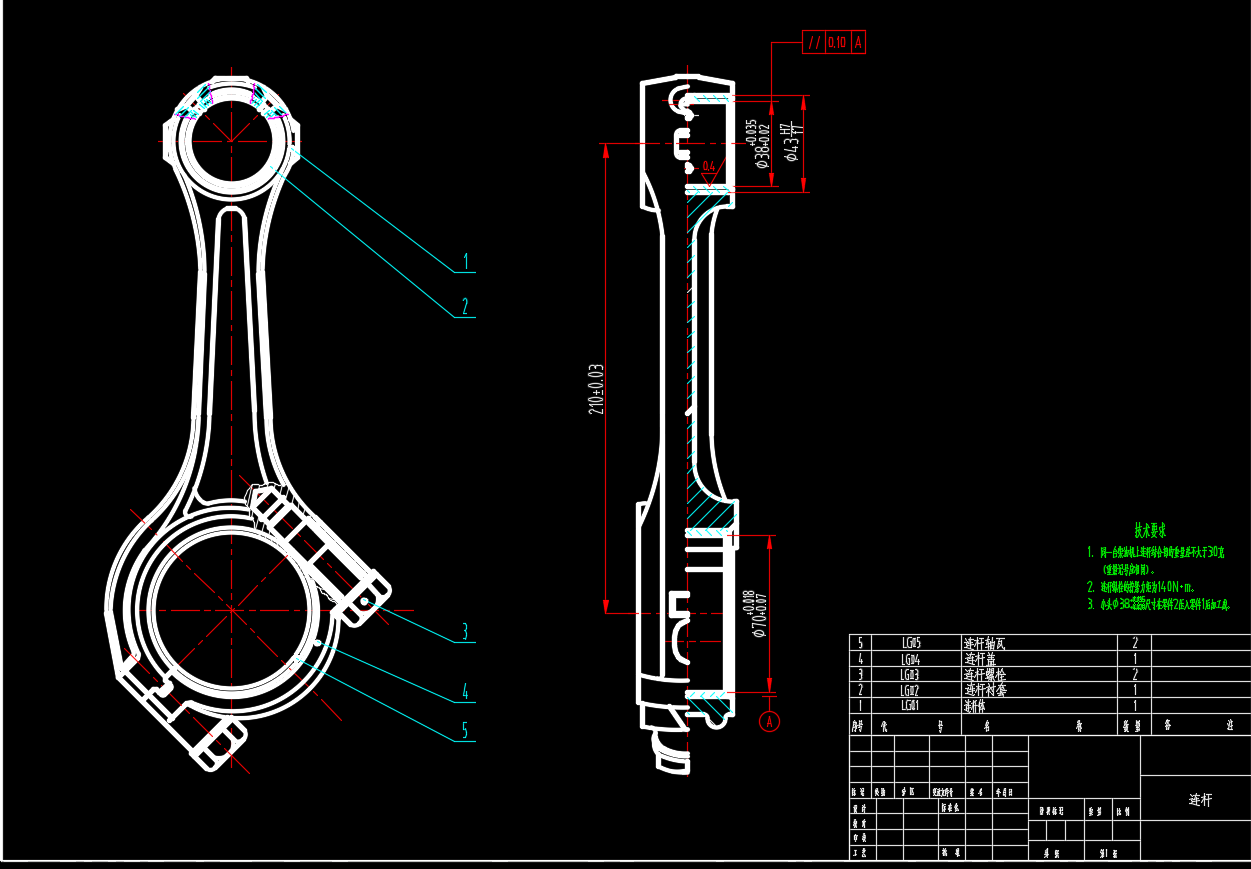
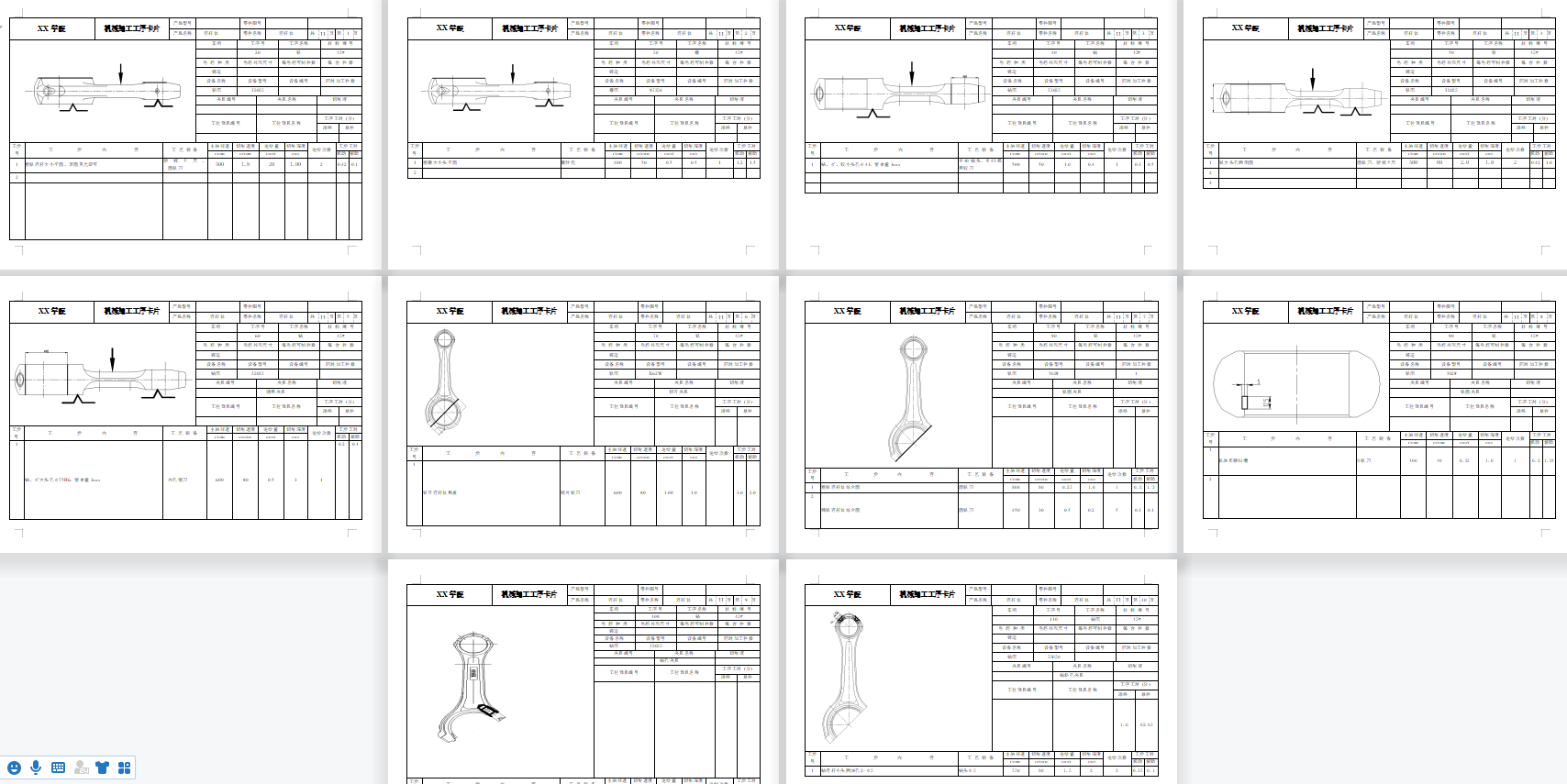
发动机连杆作为传递活塞往复运动与曲轴旋转运动的关键部件,其加工精度直接影响发动机的动力输出与运行稳定性。连杆的加工工艺需兼顾材料特性与结构要求,通常采用模锻毛坯,通过粗加工、半精加工、精加工多阶段逐步成型。粗加工阶段主要完成大余量切除,为后续工序预留加工余量;半精加工阶段着重控制形位公差,确保杆身与孔系的同轴度;精加工阶段则通过精密镗削、珩磨等工艺,使大头孔、小头孔的尺寸精度达到设计要求,同时保证杆身对称度与表面粗糙度符合标准。
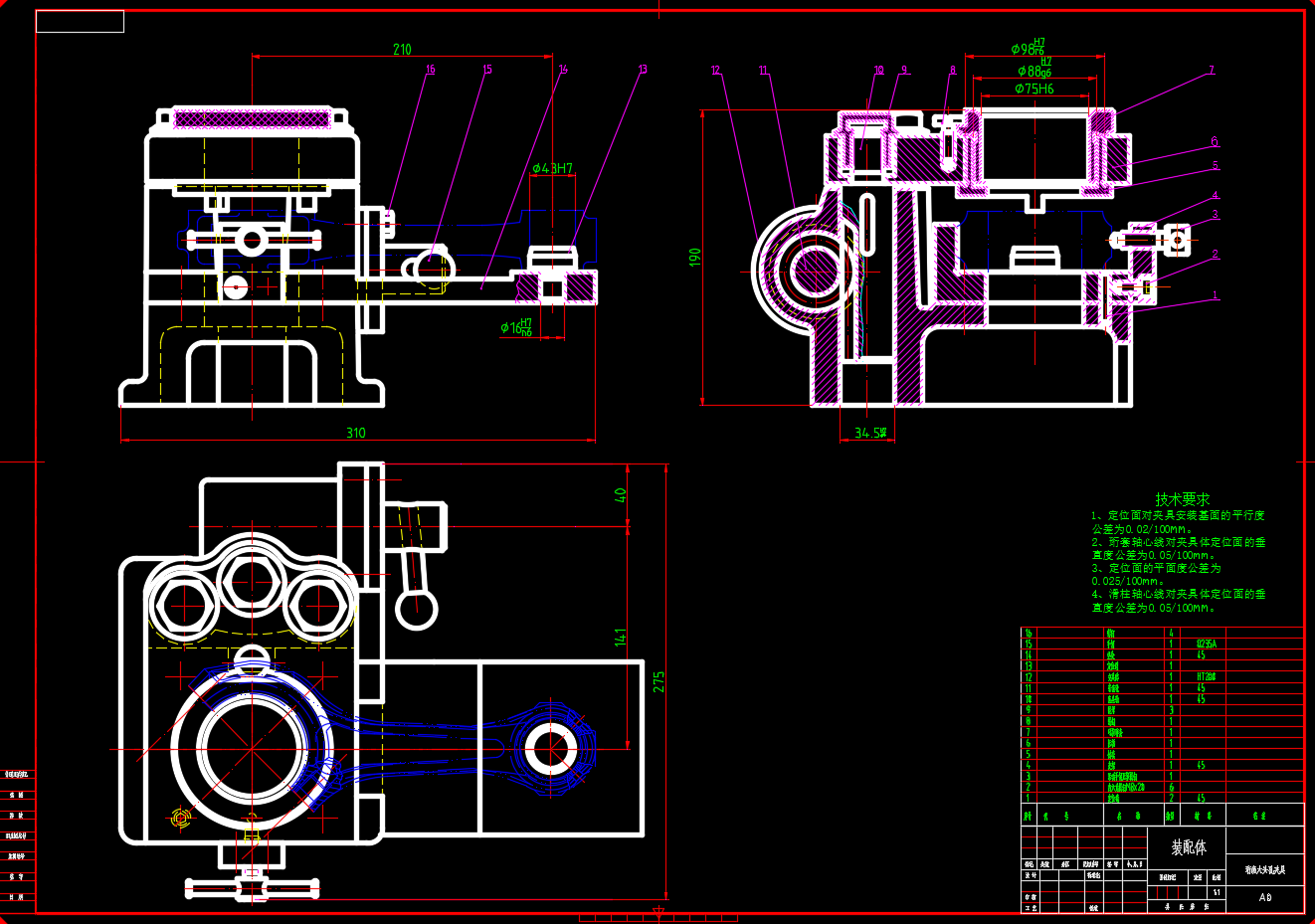
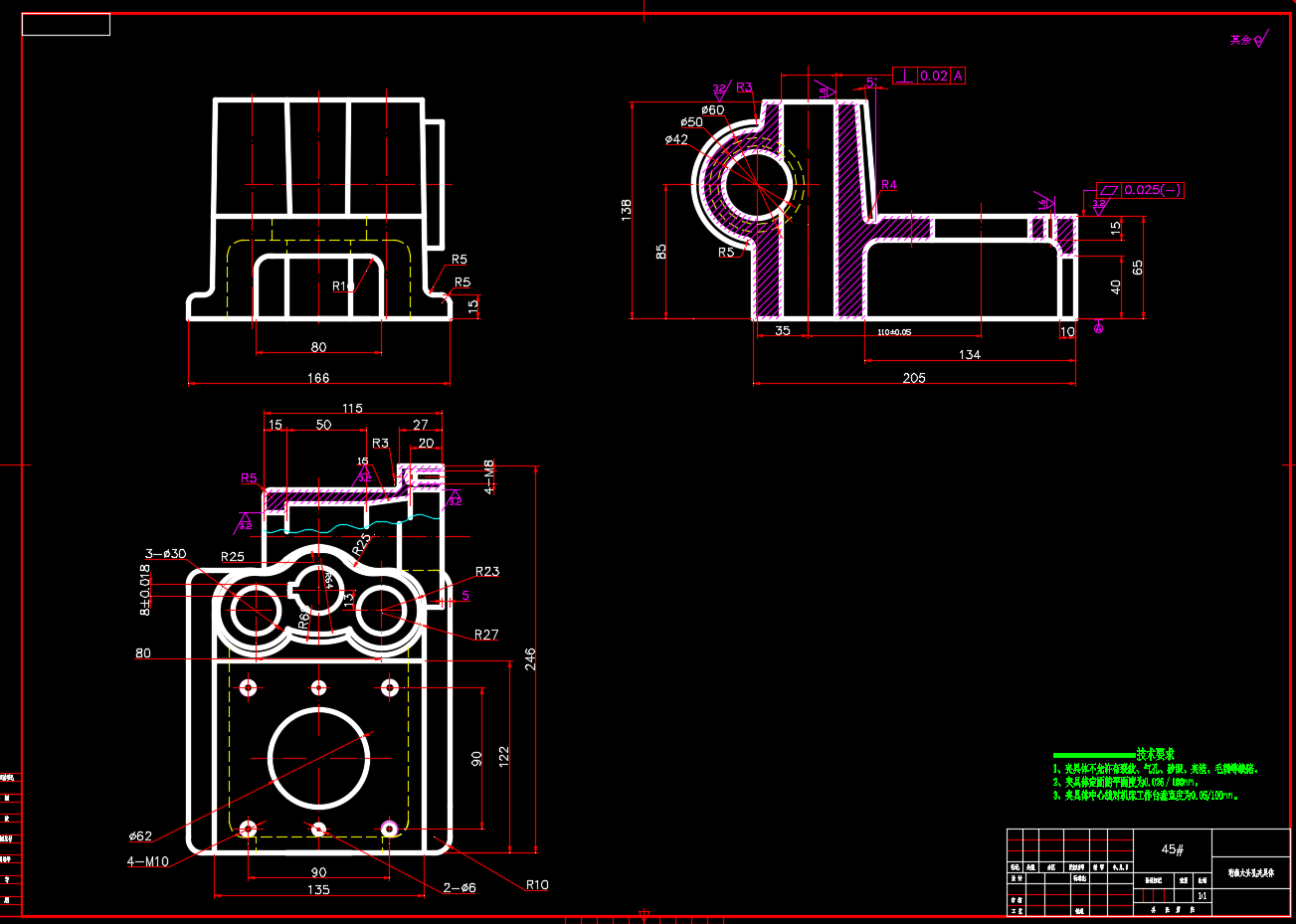
夹具设计是连杆加工的核心环节,其作用在于通过精准定位与可靠夹紧,减少加工过程中的振动与变形。针对连杆的薄壁结构与复杂型面,夹具多采用“一面两销”定位方式,以连杆大端端面与两定位销实现空间定位,配合液压或气动夹紧装置,确保加工过程中零件的稳定性。对于小头孔加工,需设计专用可调式夹具,通过旋转分度机构实现多角度加工,避免反复装夹导致的误差累积。此外,夹具的刚性设计需与机床负载匹配,防止因切削力过大引发变形,影响加工精度。
工序卡与过程卡是加工工艺落地的关键文件。工序卡详细记录每道工序的加工内容、设备型号、刀具参数及检验要求,例如粗镗大头孔需标注切削深度与进给量,精磨杆身需明确砂轮粒度与冷却液类型;过程卡则侧重工序间的衔接逻辑,标注热处理、清洗、去毛刺等辅助工序的时间节点,确保加工流程的连续性。通过标准化卡片的编制,可显著缩短工艺准备时间,降低人为操作失误的风险。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













