副翼摇臂零件的机械加工工艺规程和钻夹具设计【6CAD+优秀论文+工序卡+过程卡】
内容
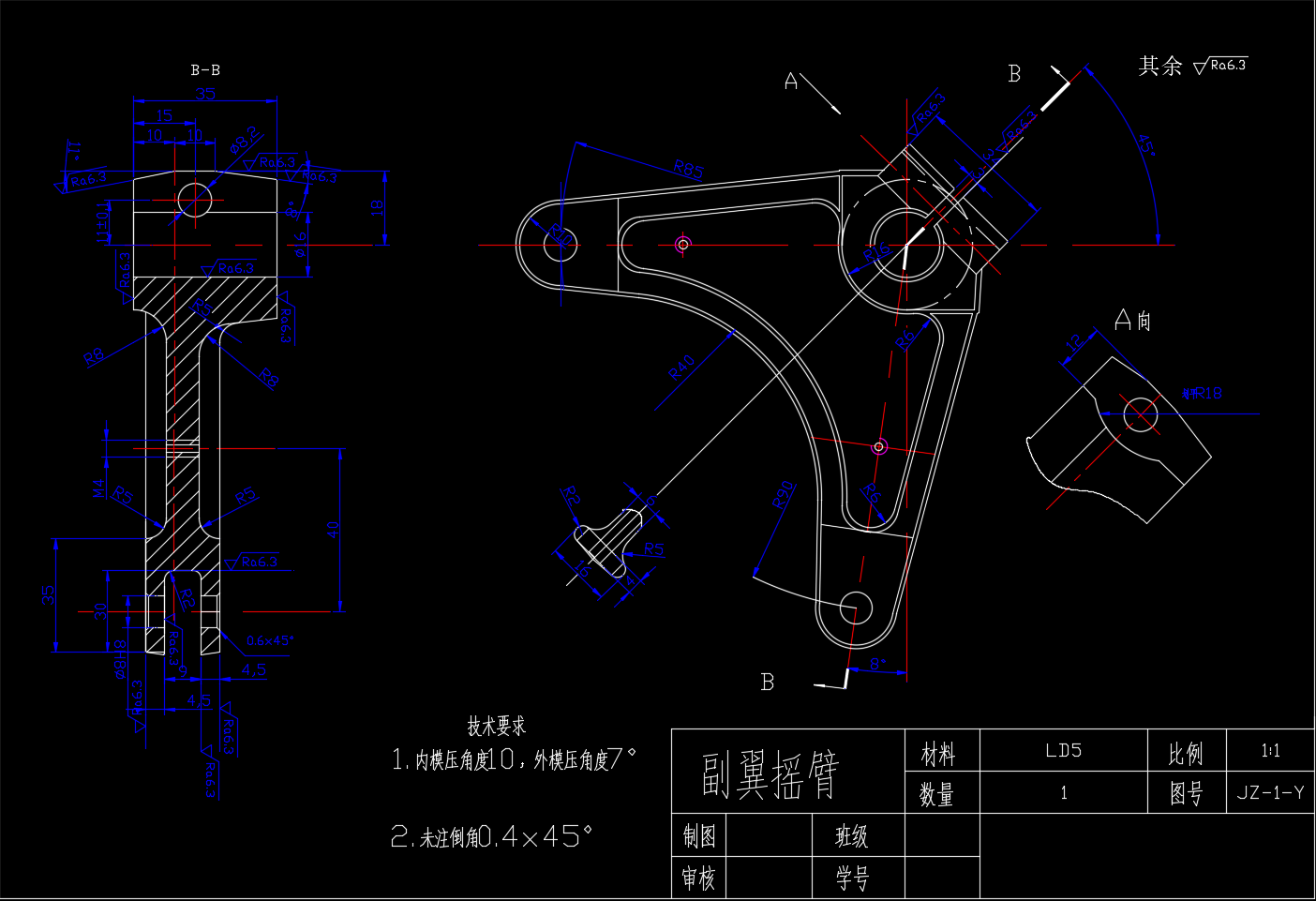
副翼摇臂作为航空器操纵系统中的关键零件,其加工精度直接影响飞行安全与操纵稳定性。机械加工工艺规程的制定需综合考虑材料特性、结构复杂度及加工设备能力,通过多道工序的合理编排,确保尺寸精度、形位公差及表面质量符合设计要求。例如,针对摇臂的异形曲面,需采用数控铣削与磨削相结合的工艺,先粗加工去除余量,再通过半精加工和精加工逐步逼近理论轮廓,最后通过抛光处理提升表面粗糙度。这一流程不仅需要精确的刀具路径规划,还需对切削参数进行动态调整,以避免加工变形或热损伤。
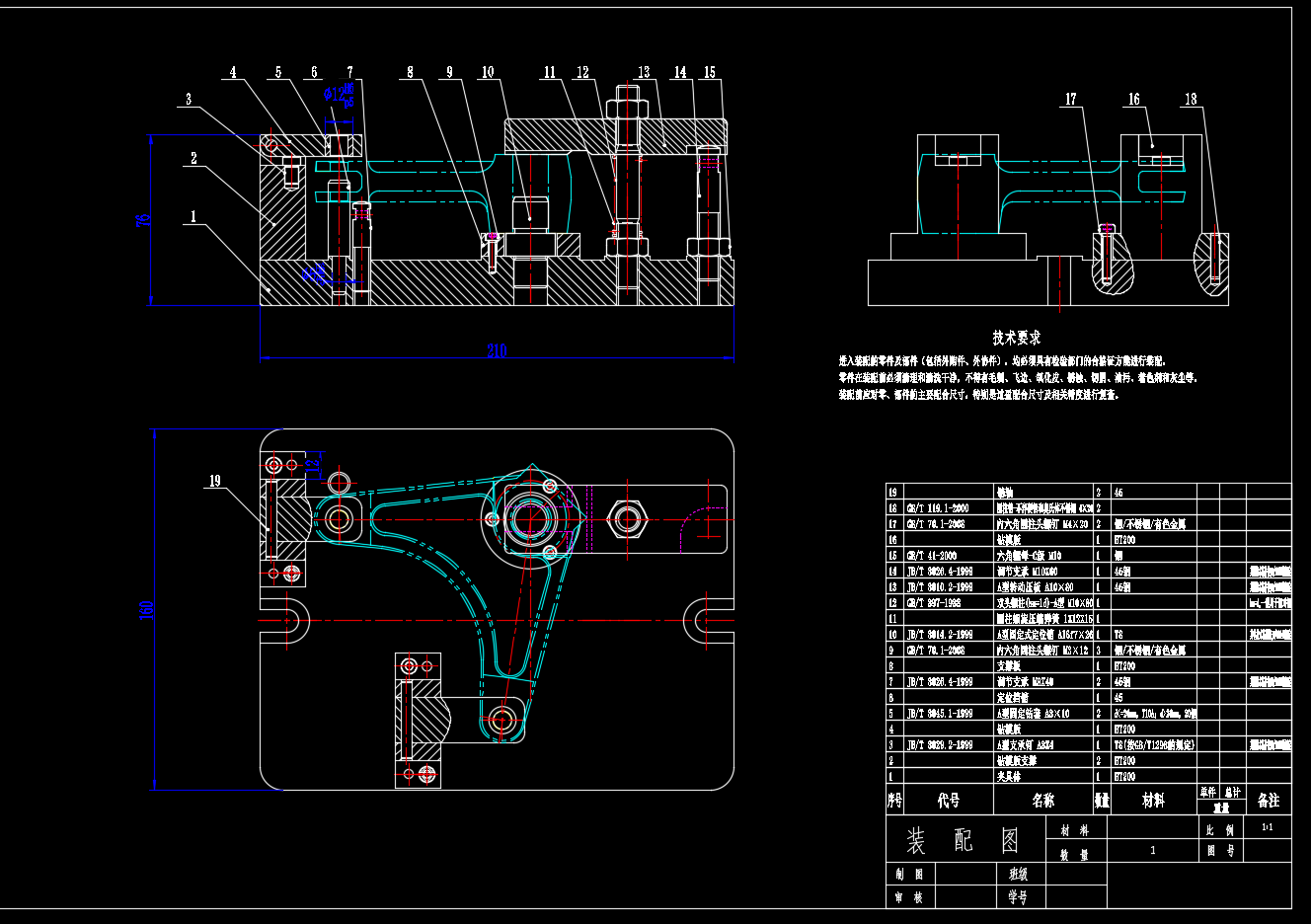
钻夹具设计则是保障孔系加工精度的核心环节。副翼摇臂通常包含多个定位孔与连接孔,其位置精度要求极高。专用钻夹具通过定位元件与夹紧机构的协同作用,将工件固定在机床工作台上,确保钻孔时工件与刀具的相对位置稳定。例如,采用“一面两销”定位方式,以工件的一个基准面和两个定位销实现空间定位,再通过液压或手动夹紧装置固定工件,可有效减少装夹误差。此外,夹具设计还需考虑排屑顺畅性,避免切屑堆积导致孔壁划伤或尺寸偏差。
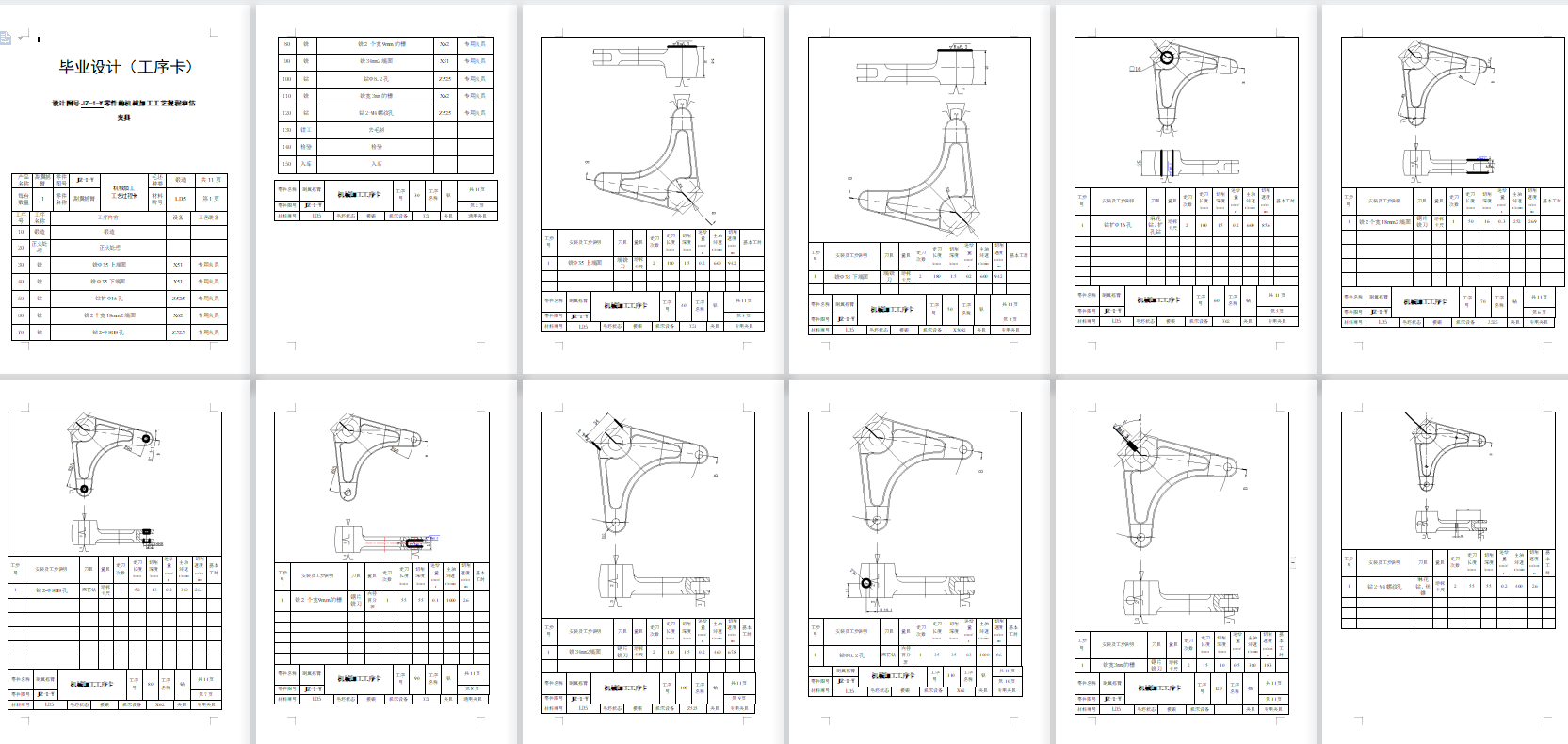
学习资料中提供的6张CAD图纸详细展示了零件的三维模型、加工工序图及夹具装配图,为工艺分析提供了直观依据。工序卡与过程卡则以表格形式明确了每道工序的操作步骤、设备选用及检验标准,例如铣削工序需标注刀具类型、主轴转速及进给量,钻孔工序需注明孔径公差及深度要求。这些文档的配套使用,可显著缩短工艺设计周期,降低因经验不足导致的试错成本。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













