车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计(论文+DWG图纸+PLC控制图+液压系统图)
内容
车床主轴箱作为机械加工的核心部件,其右侧10-M8螺纹底孔的加工精度直接影响箱体与传动部件的装配稳定性。传统加工方式依赖多台设备分步操作,存在定位误差累积、工序衔接效率低等问题。针对这一痛点,组合钻床设计通过集成多工位钻削功能,实现了螺纹底孔的一次性定位加工,显著缩短了加工周期,同时避免了重复装夹导致的形位公差超差风险。
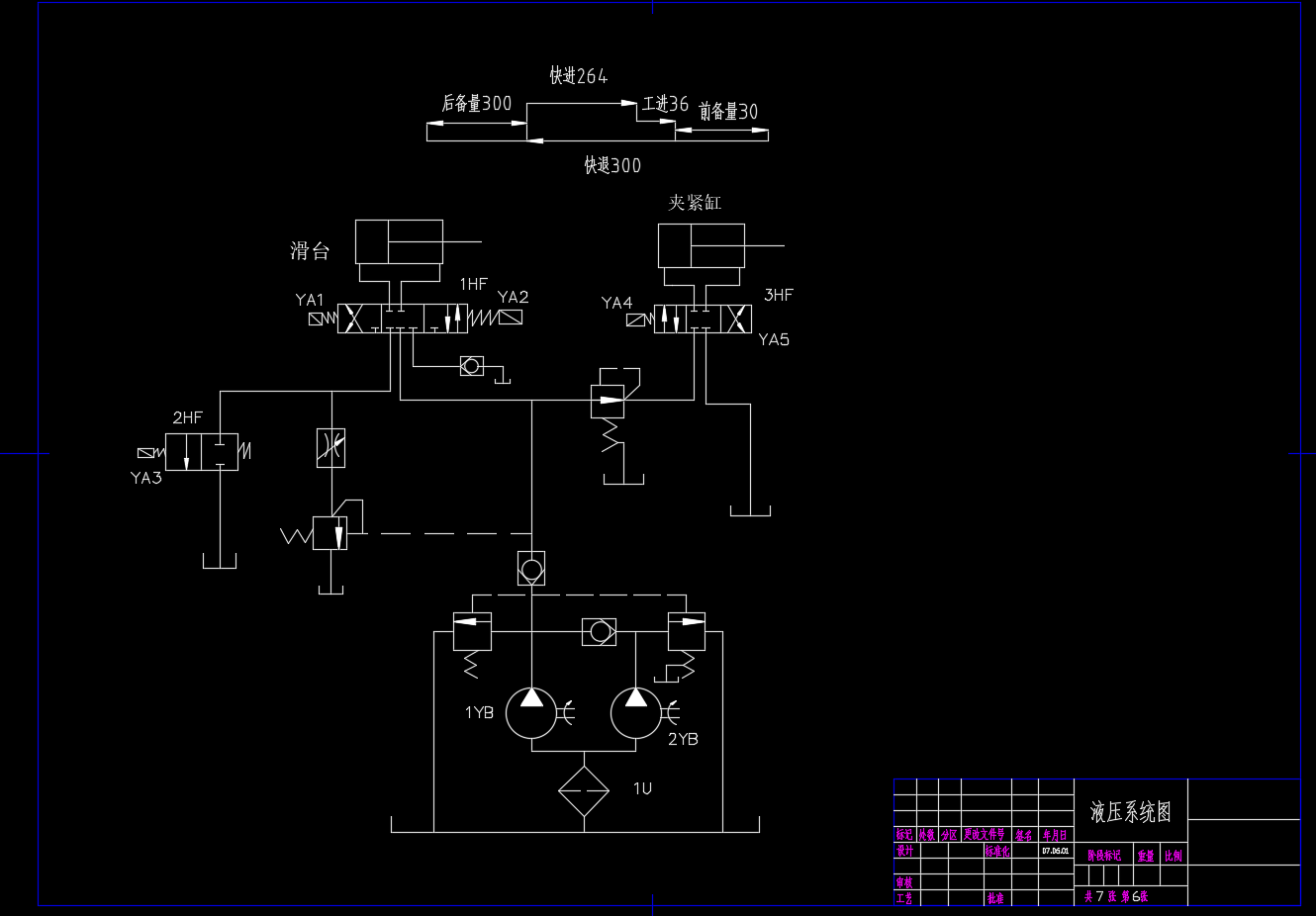
在结构设计层面,该组合钻床采用模块化布局,主轴箱体固定于高刚性床身,钻削动力头通过导轨滑块机构实现垂直进给。针对M8螺纹底孔的加工需求,动力头配置了专用钻套与可调式限位装置,确保孔径深度的一致性。为适应箱体右侧复杂曲面,定位系统采用三维可调支承,通过液压夹紧机构实现快速定位与锁紧,有效解决了传统工艺中人工划线误差大的问题。
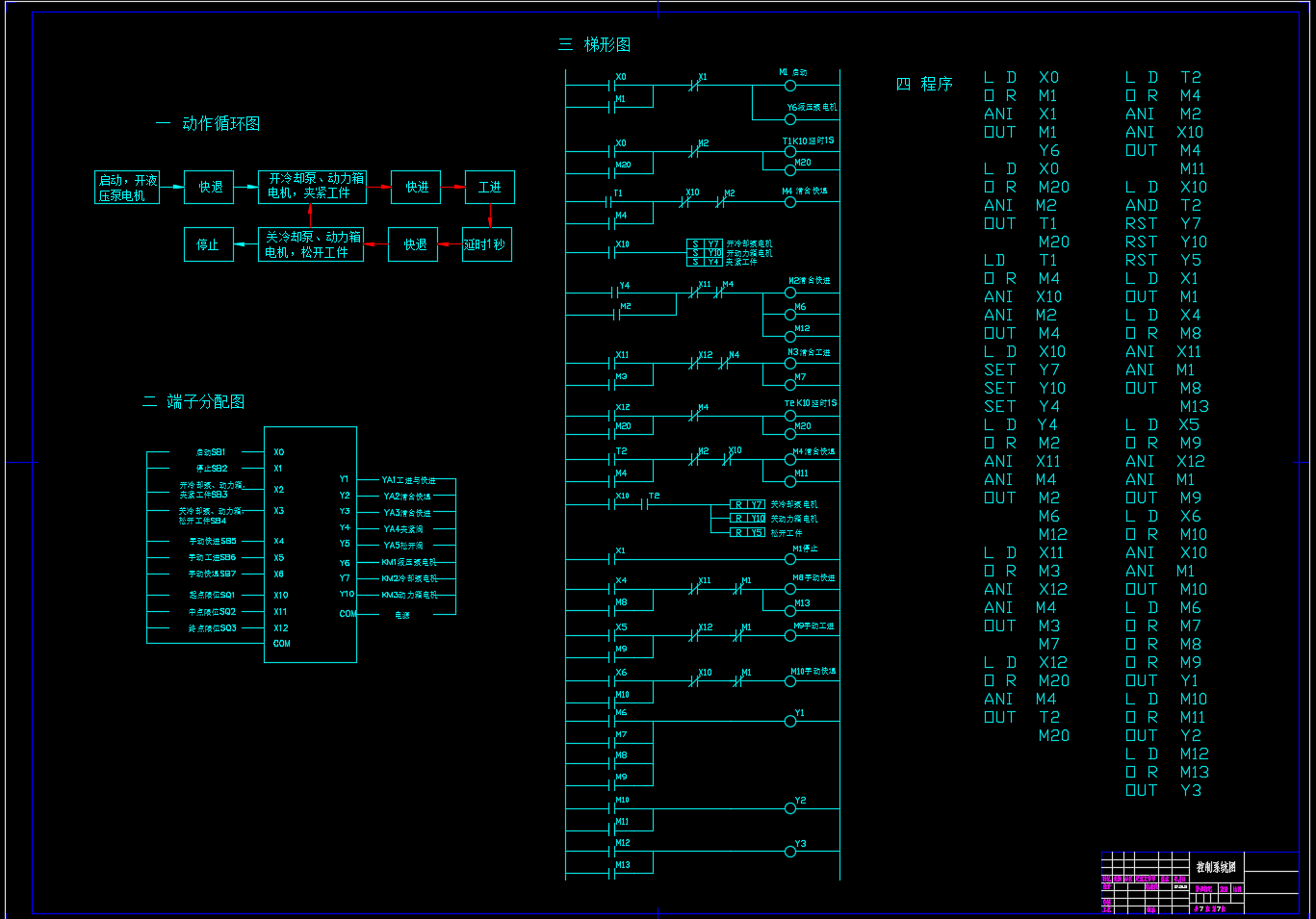
&sp;液压系统作为执行机构的核心,通过比例阀控制钻削进给速度,配合蓄能器缓冲装置,既保证了钻削过程的平稳性,又避免了冲击载荷对刀具寿命的影响。PLC控制系统则通过编程实现加工流程的自动化:从工件装夹检测、钻削参数调用,到故障报警与停机保护,各环节均通过传感器实时反馈数据,形成闭环控制逻辑,大幅提升了设备运行的可靠性。
该组合钻床的设计亮点在于将机械结构、液压传动与电气控制深度融合。通过优化动力分配路径,减少了能量损耗;采用标准化接口设计,便于后续维护与功能扩展。实际应用表明,其加工效率较传统设备提升,孔位精度稳定在行业标准范围内,为同类箱体零件的批量加工提供了可复制的解决方案。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。


评论













