车床主传动系统设计(40-1800、12级)
内容
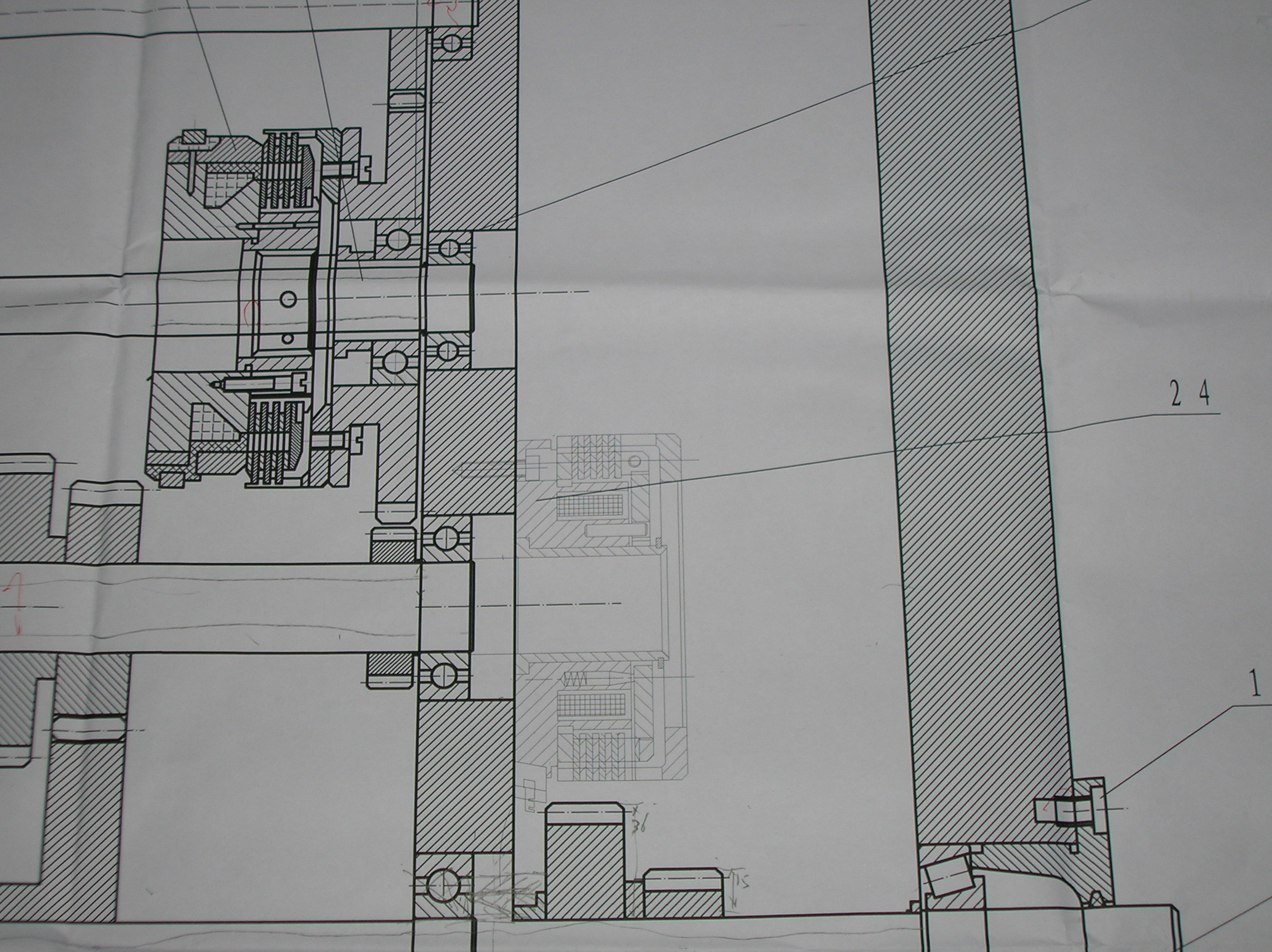
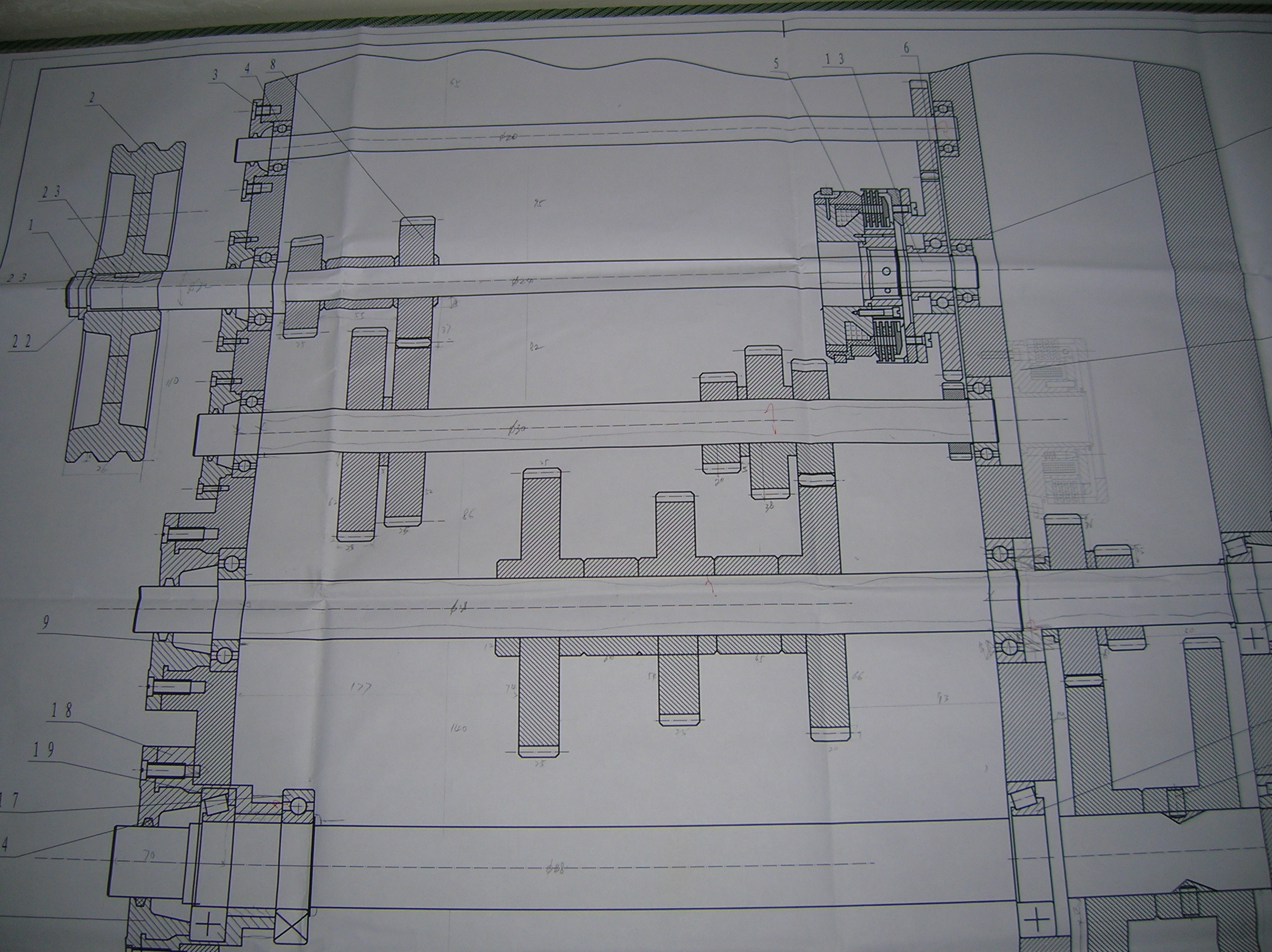
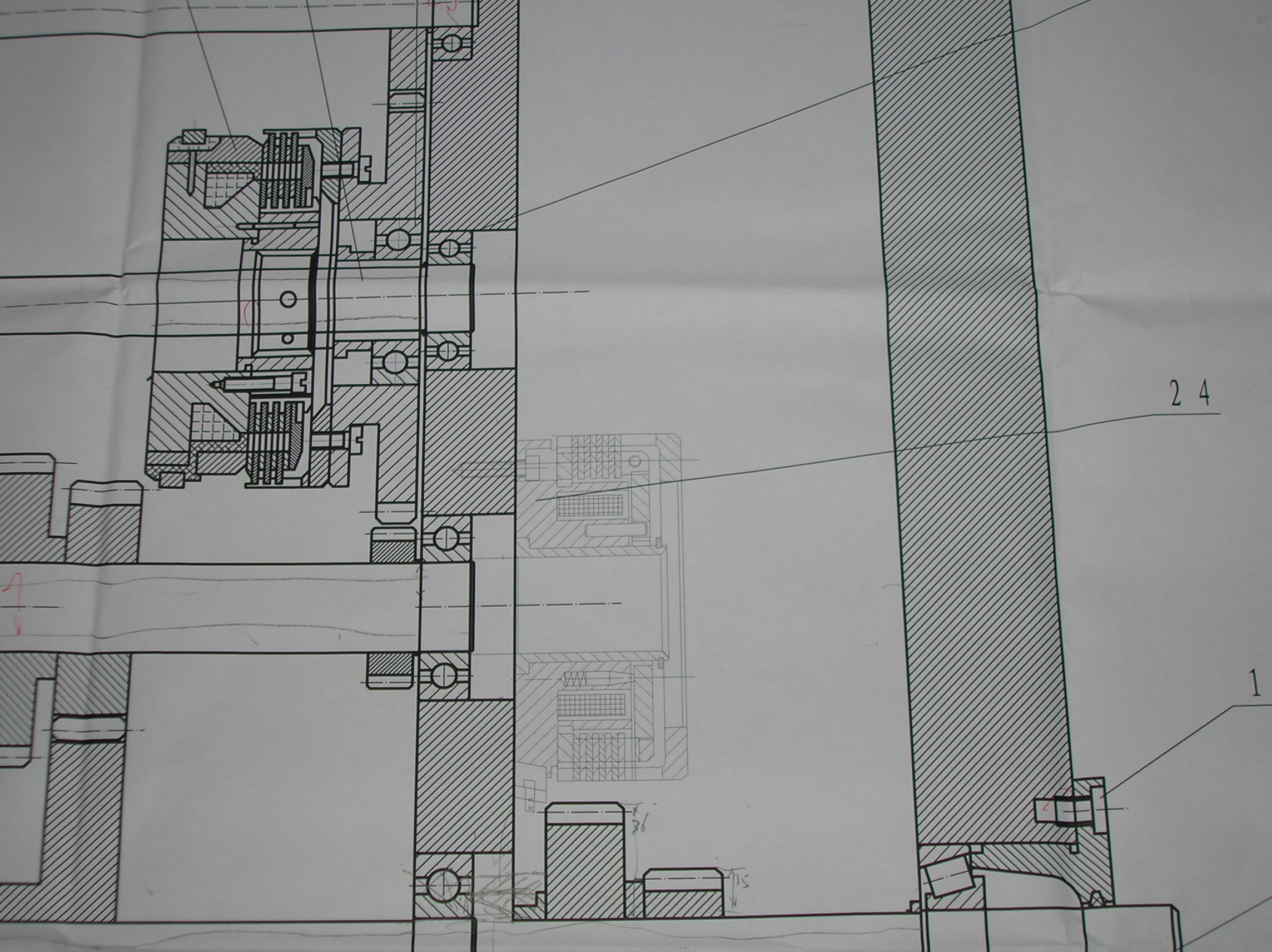
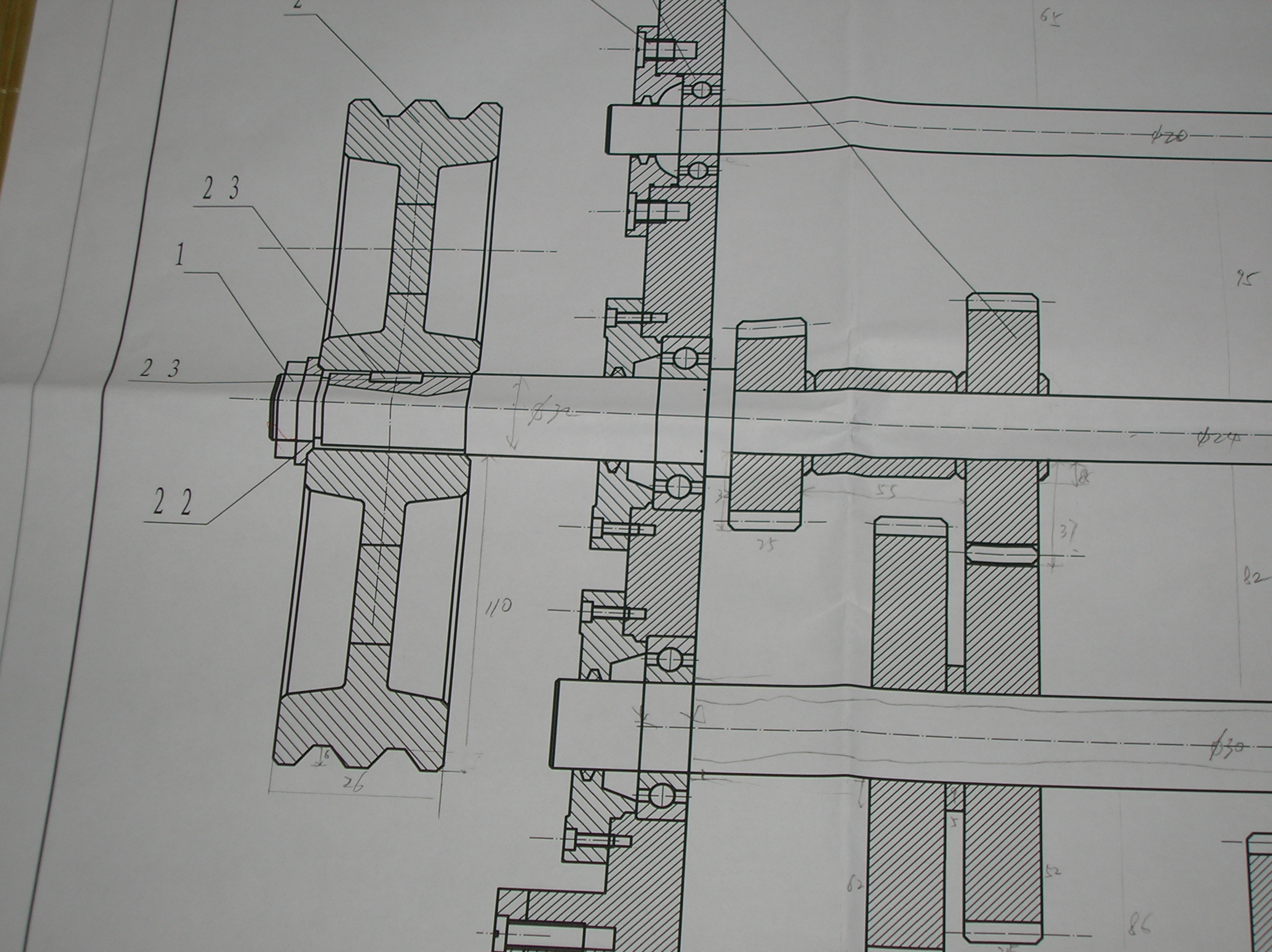
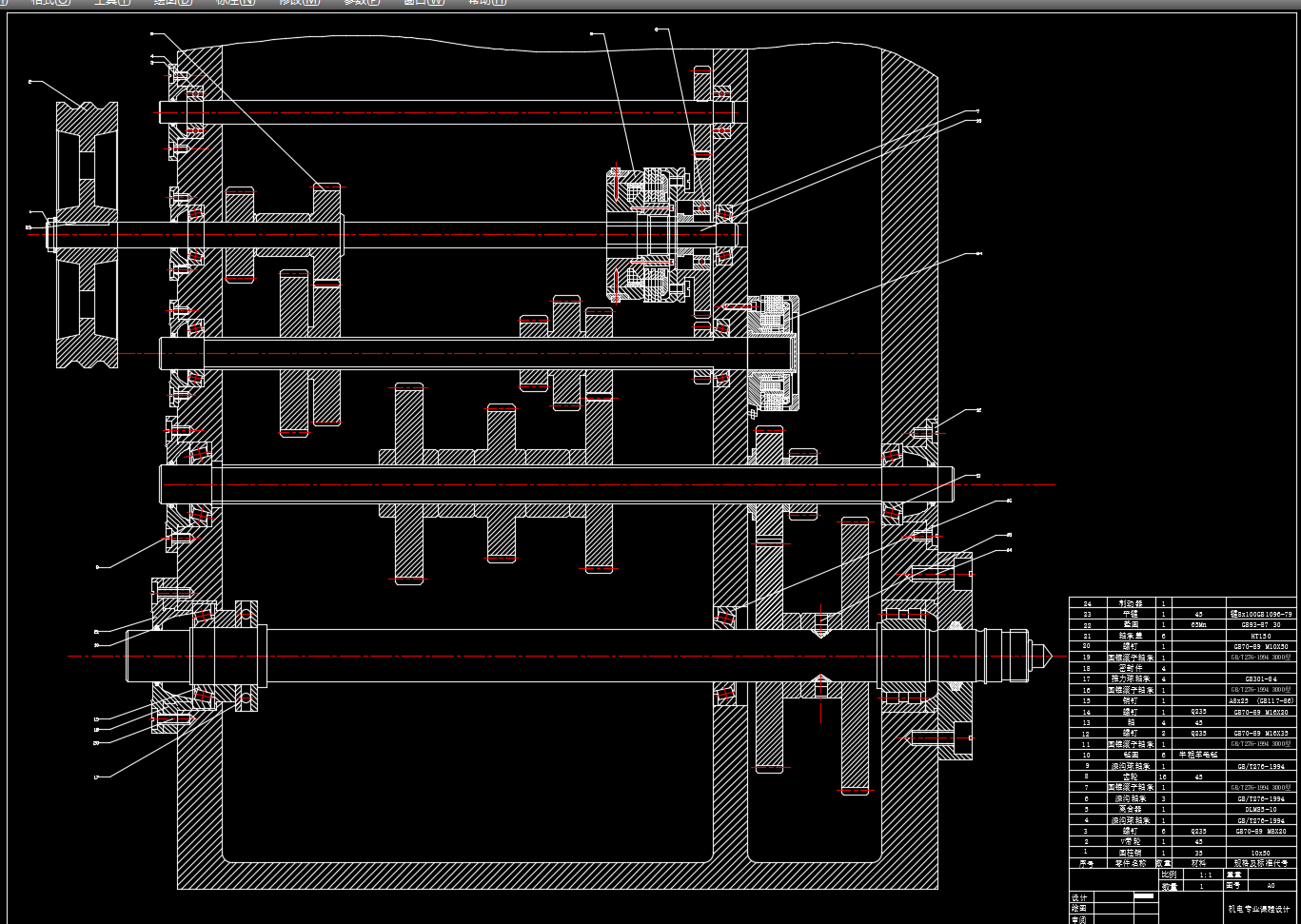
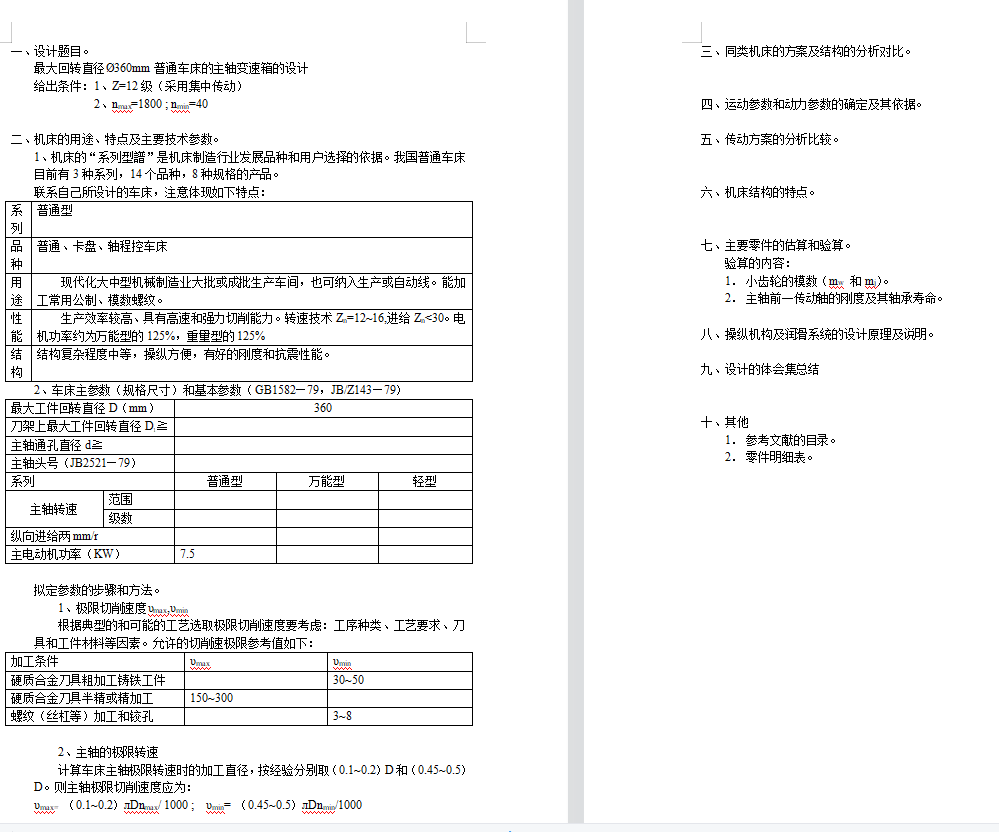
车床主传动系统是机床加工的核心动力单元,其性能直接影响加工精度与效率。以40-1800转/分钟、12级变速范围为例,这一设计通过多级齿轮组合实现转速的阶梯式调节,既能满足粗加工时对高扭矩的需求,也能在精加工阶段提供稳定的高转速,确保零件表面光洁度。主轴箱内的齿轮组经过精密计算,确保各档位传动比分布合理,避免因转速跳跃过大导致切削力波动,从而提升加工稳定性。
12级变速结构的核心优势在于灵活应对不同材料与工艺需求。例如,加工铝合金时需高转速以减少热变形,而切削不锈钢则需低转速配合大进给量。通过分级变速,操作人员可快速切换至最佳转速区间,无需频繁调整电机参数,显著缩短加工准备时间。此外,多级变速设计还能降低单级齿轮的负载压力,延长关键零件的使用寿命,减少因齿轮磨损导致的精度下降风险。
主传动系统的可靠性源于对动力传递路径的优化。从电机到主轴的动力流经过多级减震与降噪处理,例如采用斜齿轮啮合减少冲击,或通过弹性联轴器隔离振动源。这些设计不仅降低了运行噪音,更避免了振动对加工精度的干扰,尤其在微米级精加工场景中,微小振动都可能导致零件报废。同时,系统内部配备润滑与冷却模块,确保齿轮组在长时间高负荷运行下保持稳定温升,避免因热膨胀导致的传动间隙变化。
维护便捷性同样是设计重点。主轴箱采用模块化结构,齿轮组、轴承等关键部件可独立拆卸更换,无需整体拆解设备。这种设计大幅缩短了维修周期,降低了停机损失。此外,传动系统预留了升级接口,若需扩展变速范围或增加自动化控制功能,可直接替换部分齿轮组或加装传感器,避免对原有结构进行大规模改造。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













