柴油机机体加工工艺及组合机床铣两端面夹具设计
内容
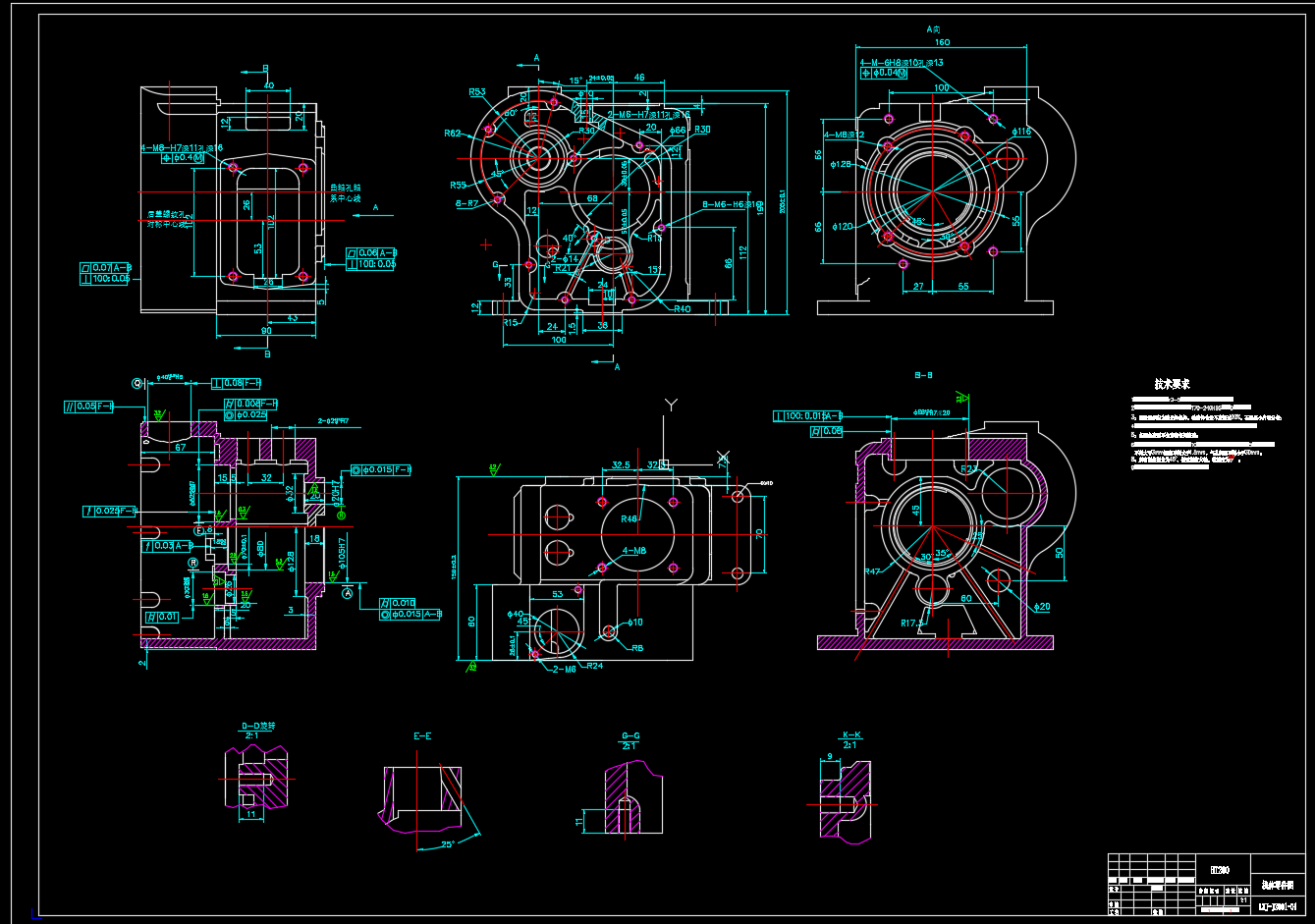
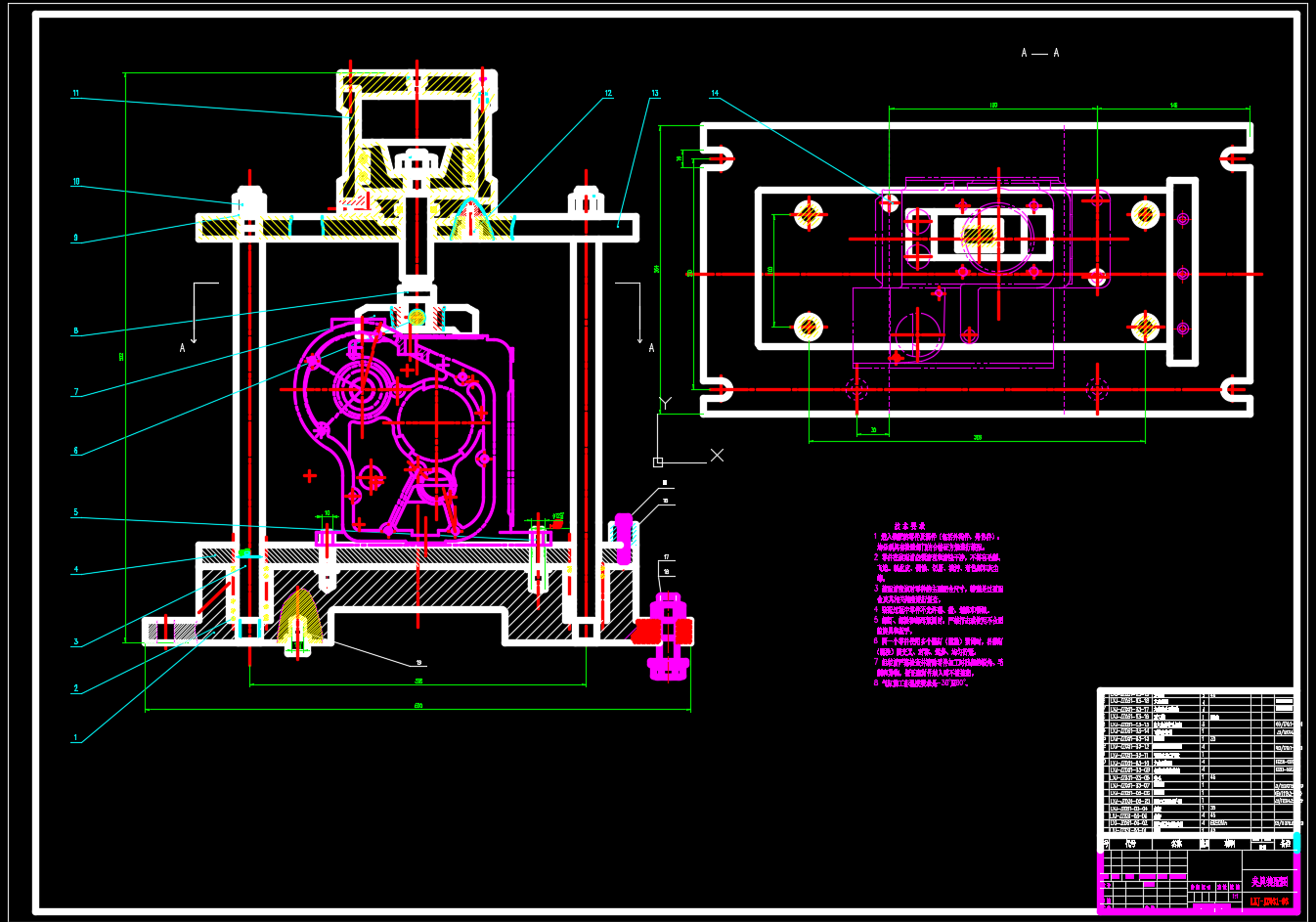
柴油机机体作为动力系统的核心部件,其加工精度直接影响整机性能。组合机床铣削两端面是关键工序之一,需通过专用夹具实现高效定位与夹紧。这类夹具的核心作用在于将工件固定在机床工作台上,确保铣削过程中工件与刀具的相对位置精度,避免因振动或位移导致端面平行度、垂直度超差,从而保障后续装配的可靠性。
组合机床夹具设计需兼顾刚性与灵活性。刚性方面,夹具主体通常采用高强度铸铁或焊接结构,以承受铣削时的切削力;定位元件则选用可调式支撑钉或定位销,适应不同尺寸的机体毛坯。灵活性体现在快速换型能力上,通过模块化设计,可针对不同型号柴油机机体调整定位基准,减少夹具更换时间。例如,定位板与夹紧臂采用螺栓连接,更换时仅需松紧螺栓即可完成型号切换,显著缩短调试周期。
夹紧力的控制是设计的另一重点。过大的夹紧力可能导致机体变形,影响加工精度;过小则可能引发振动,造成表面粗糙度超标。设计中常采用液压或气动夹紧系统,通过压力调节阀实现夹紧力的精准控制。同时,夹紧点布局需遵循“三点定位”原则,即在工件刚性较好的部位设置主要夹紧点,辅助夹紧点则分布在工件边缘,形成稳定的夹持力系。
此外,夹具的排屑设计也不容忽视。铣削产生的切屑若堆积在加工区域,可能划伤工件表面或堵塞刀具,影响加工质量。因此,夹具体底部常设计倾斜导屑槽,配合机床的排屑装置,将切屑引导至集屑箱,保持加工环境清洁。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













