拨杆零件的加工工艺,设计铣尺寸14的铣床夹具全套课程设计
内容
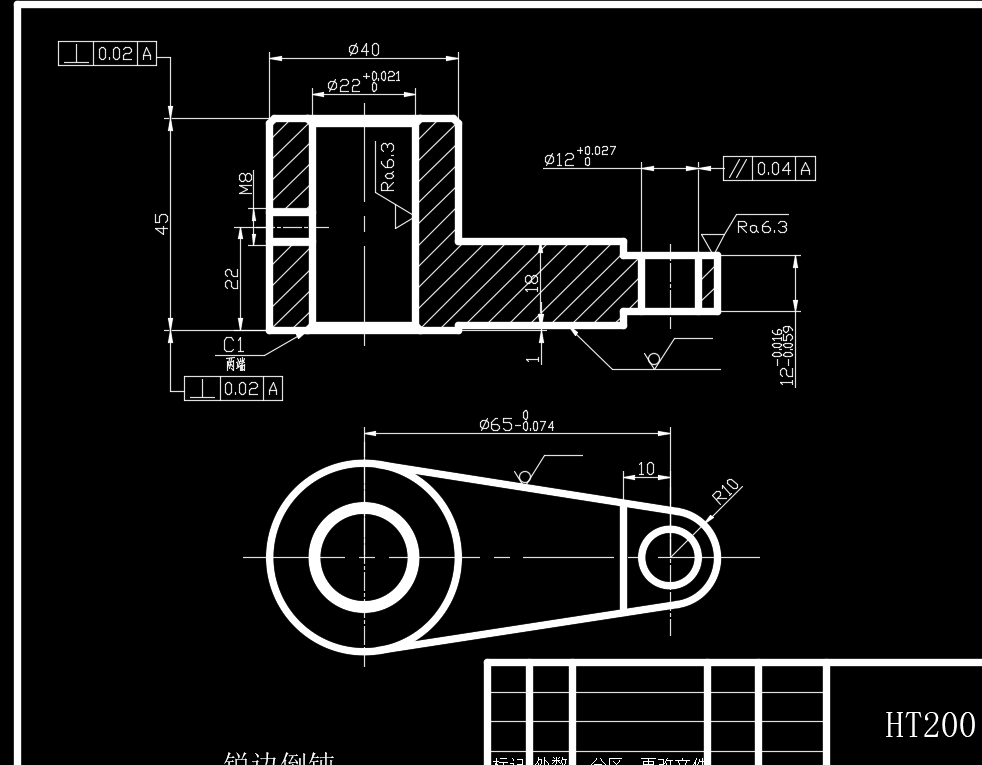
拨杆零件在机械结构中常用于传递动力或改变运动方向,其加工精度直接影响设备运行的稳定性。其中,尺寸14的铣削工序是关键环节,需通过专用夹具实现精准定位与可靠夹紧。设计这类夹具的核心作用在于解决传统加工方式中定位误差大、装夹效率低的问题,通过优化结构布局,确保零件在铣削过程中始终保持设计要求的相对位置,从而提升加工一致性。
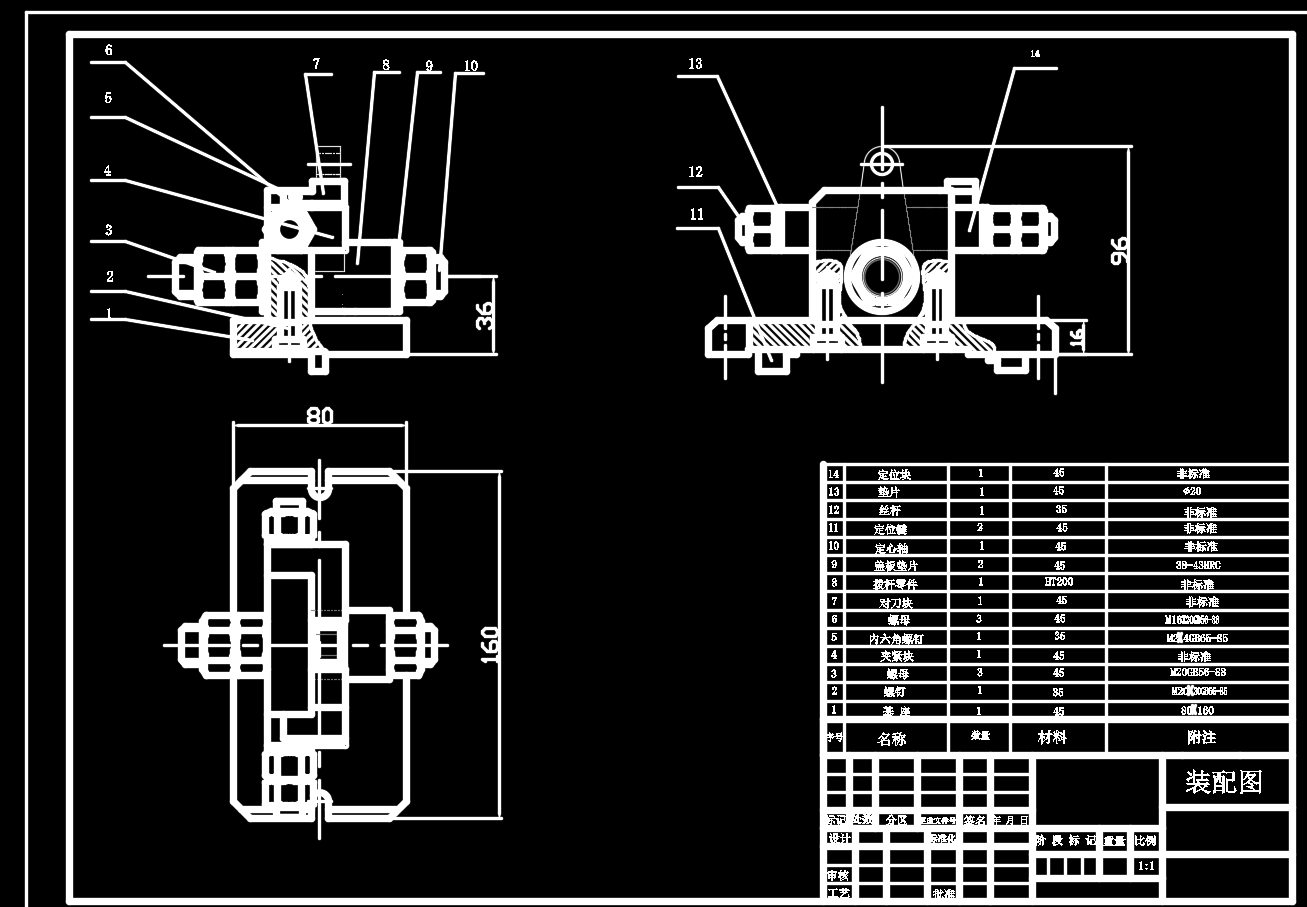
夹具设计需围绕“定位-夹紧-对刀”三大功能展开。定位元件通常采用V形块与平面组合形式,利用零件自身结构特征实现快速定位;夹紧机构则需兼顾夹紧力与操作便捷性,多选用螺旋压板或偏心轮结构,避免加工过程中产生振动。对刀块的设计需与铣刀尺寸匹配,确保每次换刀后无需重新调整坐标,显著缩短辅助时间。此外,夹具底座需预留足够的排屑空间,防止切屑堆积影响加工质量。
在材料选择方面,定位元件优先选用淬火钢,保证长期使用不变形;夹紧部分可采用铝合金或铸铁,平衡重量与强度需求。结构设计需遵循“刚性优先”原则,通过增加支撑筋板或优化壁厚分布,提升夹具整体抗振性。对于批量加工场景,还可设计快速换模接口,通过标准定位销实现不同型号夹具的快速切换,进一步提升设备利用率。
实际应用中,夹具设计需结合零件结构特征与加工设备参数进行动态调整。例如,当零件存在薄壁结构时,需在夹紧点增加铜质衬垫,防止局部变形;若铣削深度较大,则需在夹具底部增设辅助支撑,避免加工过程中产生让刀现象。这些细节处理直接决定加工合格率,需通过多次试制验证优化。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













