单螺杆挤出机构设计(全套)——本科毕业设计
内容
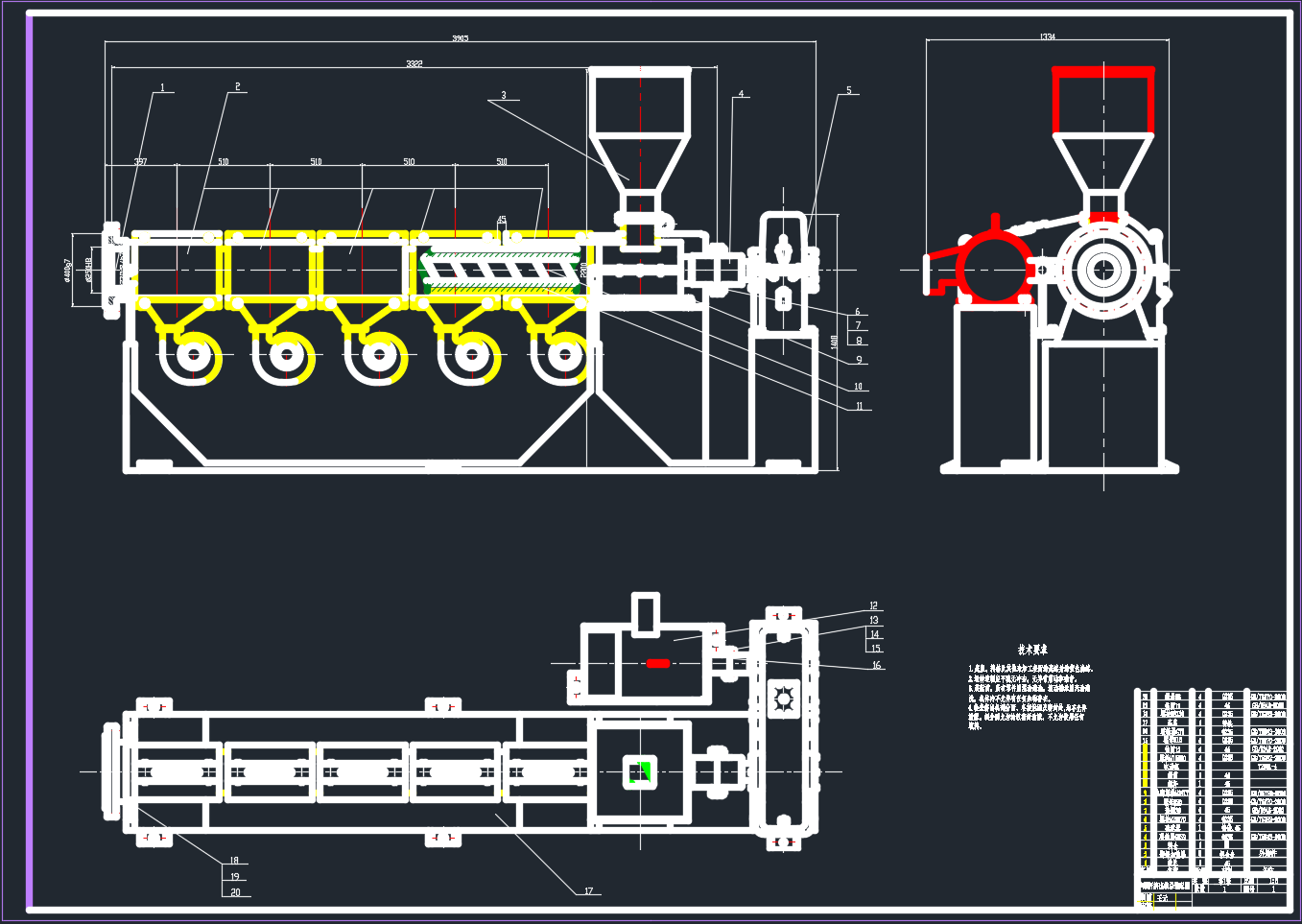
单螺杆挤出机构是塑料加工领域的核心设备,其设计质量直接影响物料的熔融、输送及成型效果。该机构通过螺杆旋转与机筒配合,将固态塑料颗粒逐步加热、塑化,最终形成均匀的熔融态流体。其核心作用在于建立稳定的压力场与温度场,确保物料在挤出过程中保持连续、稳定的流动状态,避免因压力波动或温度不均导致的制品缺陷。这一过程对螺杆几何参数、机筒结构及加热系统的匹配性要求极高,需通过精确计算与反复验证实现性能优化。
螺杆设计是单螺杆挤出机构的关键环节。其结构通常分为加料段、压缩段与均化段,各段螺槽深度、螺距及螺旋角需根据物料特性调整。例如,加料段需保证足够的输送能力,螺槽深度较深以容纳大量物料;压缩段则通过逐渐减小螺槽深度实现物料的压实与排气;均化段需确保熔体均匀性,螺槽表面需进行高精度抛光以减少残留。此外,螺杆与机筒的间隙控制至关重要,间隙过大会导致物料回流,间隙过小则增加摩擦阻力,需通过精密加工与装配工艺保障。
机筒与加热系统的设计直接影响物料的塑化效率。机筒通常采用分段式结构,每段独立控制温度,以适应物料在不同阶段的热需求。加热方式多选用电阻加热圈或电磁感应加热,需根据设备规模与能耗要求选择。同时,机筒内壁需镀硬铬或喷涂耐磨涂层,以延长使用寿命并减少物料粘附。冷却系统则用于控制机头温度,防止熔体过热分解,通常采用风冷或水冷方式,需与加热系统形成动态平衡。
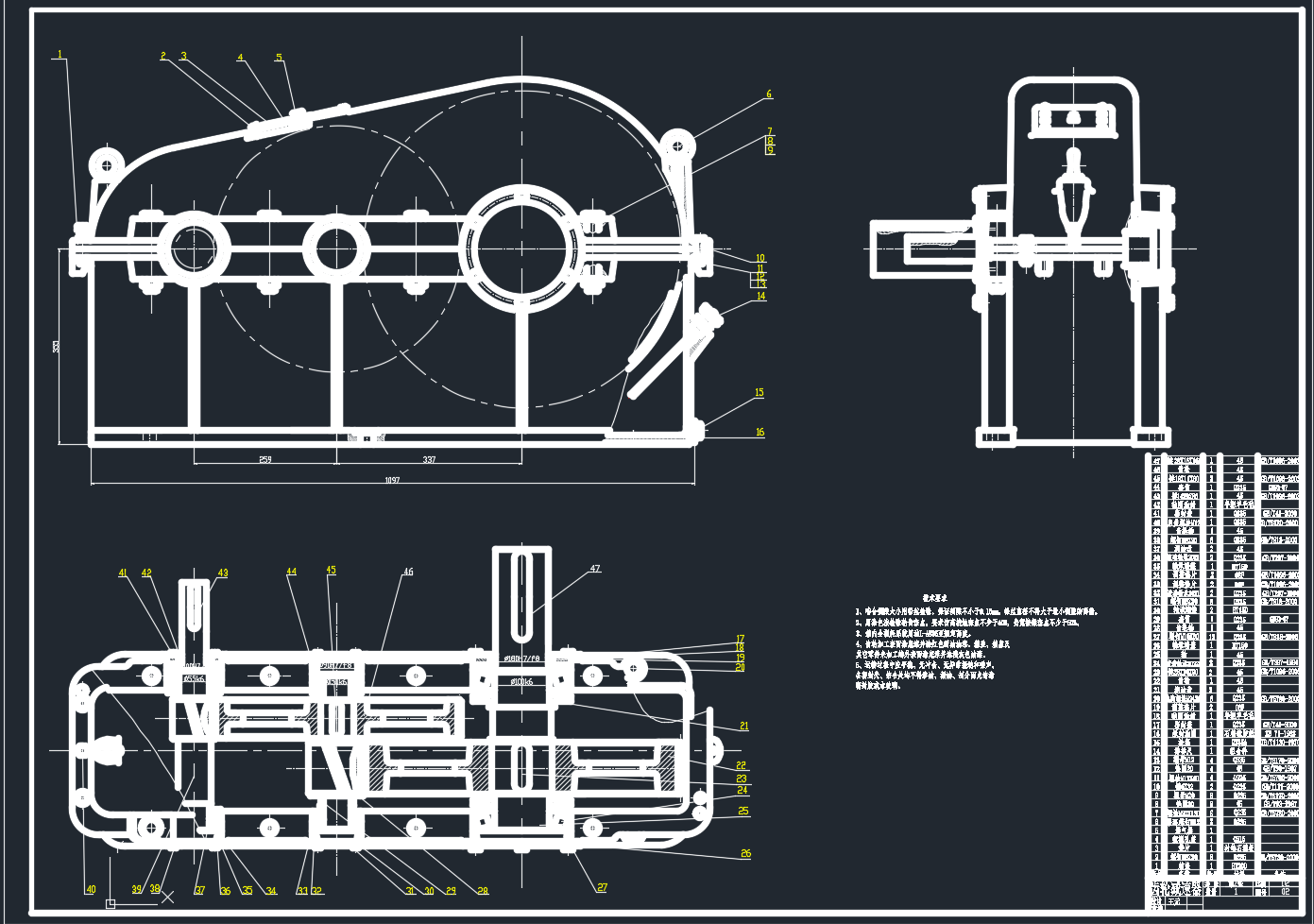
传动系统的设计需兼顾扭矩输出与转速稳定性。电机通过减速机驱动螺杆旋转,需根据螺杆直径、长径比及物料粘度计算所需扭矩,并预留安全系数。转速控制则通过变频器实现,以适应不同物料的加工需求。此外,轴承与密封件的选择需考虑高温、高压工况,通常选用耐高温润滑脂与双唇密封圈,以防止物料泄漏与润滑失效。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













