传动轴突缘叉加工工艺及钻39孔夹具设计【机械制造课程设计CAD及说明书】
内容
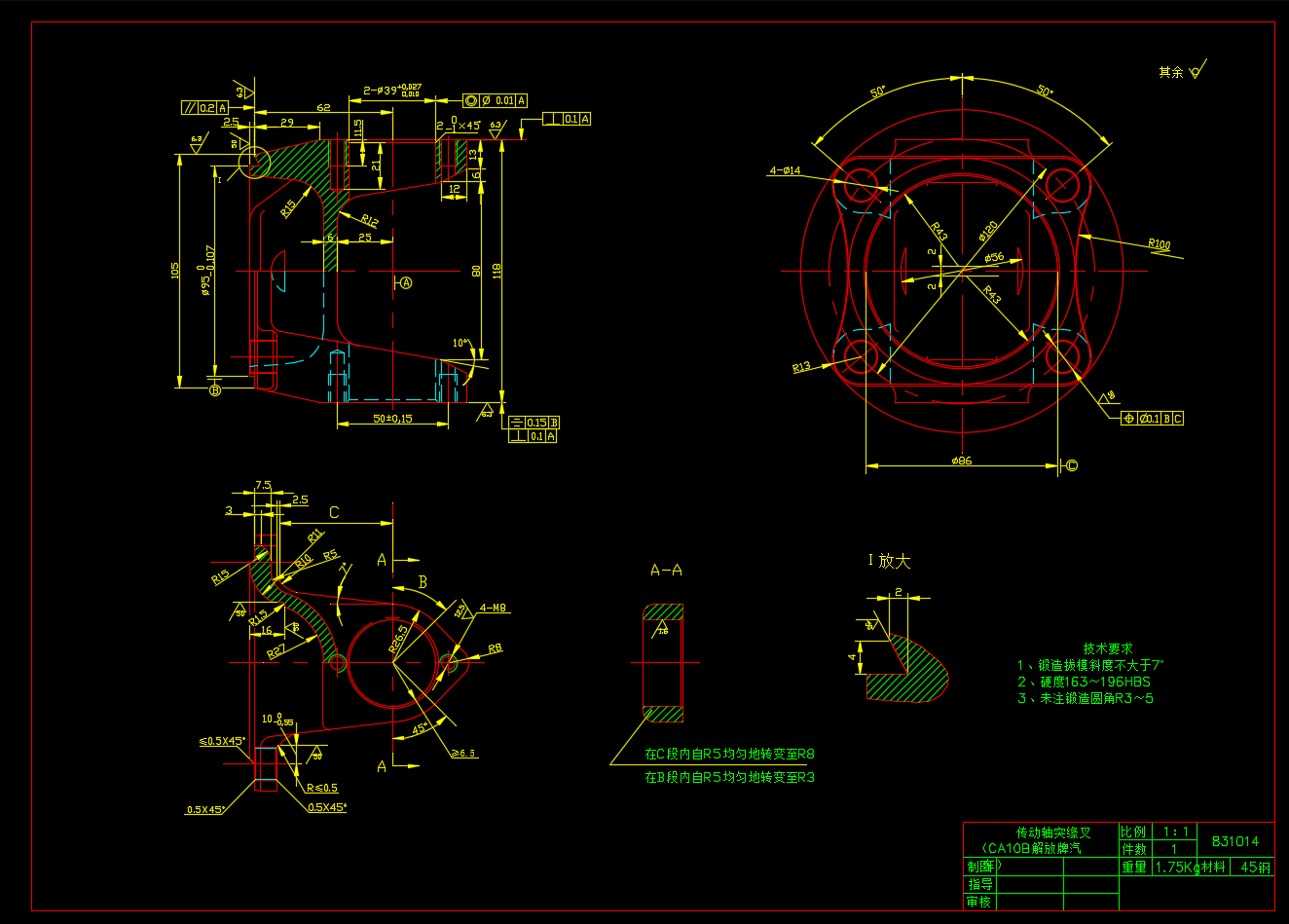
传动轴突缘叉作为机械传动系统的关键零件,其加工精度直接影响动力传递的稳定性。在机械制造课程设计中,针对该零件的加工工艺规划需兼顾效率与质量。典型工艺流程包含粗车、精车、铣削、钻孔等步骤,其中钻孔环节对夹具的定位精度要求极高。以钻39孔为例,需通过多工位夹具实现一次装夹完成多孔加工,避免重复定位误差,确保各孔位的位置度与同轴度符合设计要求。
钻39孔夹具的设计需重点解决定位与夹紧两大核心问题。定位元件通常采用“一面两销”结构,即以突缘叉端面为基准面,配合两个定位销限制零件的五个自由度,剩余一个自由度通过夹具导向装置约束。夹紧机构则需根据零件形状选择压板或卡爪形式,确保加工过程中零件不发生振动或位移。对于孔系加工,夹具还需集成钻套组件,通过可换式钻套引导刀具,延长刀具寿命并提升孔径精度。
夹具的刚性设计同样不容忽视。由于钻孔属于断续切削,加工过程中会产生冲击载荷,若夹具刚性不足易导致零件变形或振动,进而影响孔的表面质量。因此,夹具体多采用铸铁或焊接结构,并通过加强筋提升整体刚度。此外,夹具的排屑设计也需优化,避免切屑堆积划伤零件表面或堵塞钻套,通常通过设置倾斜排屑槽或引入压缩空气辅助排屑。
在课程设计实践中,通过CAD软件构建夹具三维模型可直观验证各部件的装配关系与干涉情况。例如,检查定位销与钻套的同轴度、压板与零件的接触面积等细节,提前发现设计缺陷并调整。这种虚拟验证方式显著缩短了夹具的试制周期,降低了物理样机的制造成本。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













