毕业设计_轴承座加工工艺及钻铣2道夹具设计(说明书+CAD图纸+工序卡+过程卡)
内容
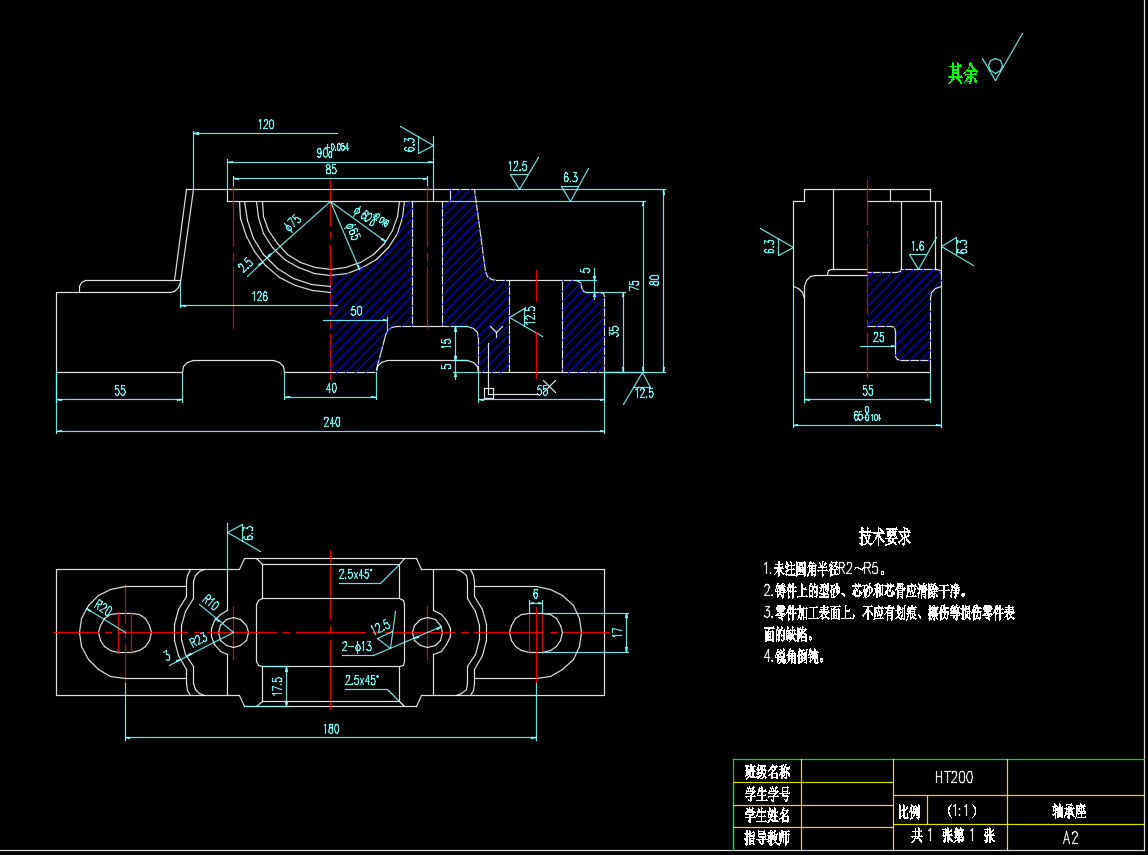
轴承座作为机械传动系统中的关键支撑部件,其加工精度直接影响设备运行的稳定性。本次设计的核心目标是通过优化加工工艺路线与定制专用夹具,解决传统加工中定位误差大、工序转换效率低等痛点,为同类零件的批量加工提供可复制的解决方案。
加工工艺设计以工序集中原则为基础,将粗加工、半精加工与精加工阶段合理划分。针对轴承座孔系与端面的形位公差要求,采用"基准统一"策略,以底面与两销孔为定位基准贯穿全工序。通过铣削代替部分刨削工序,显著缩短加工周期,同时利用数控铣床的坐标定位功能,确保孔系位置度误差控制在行业标准范围内。
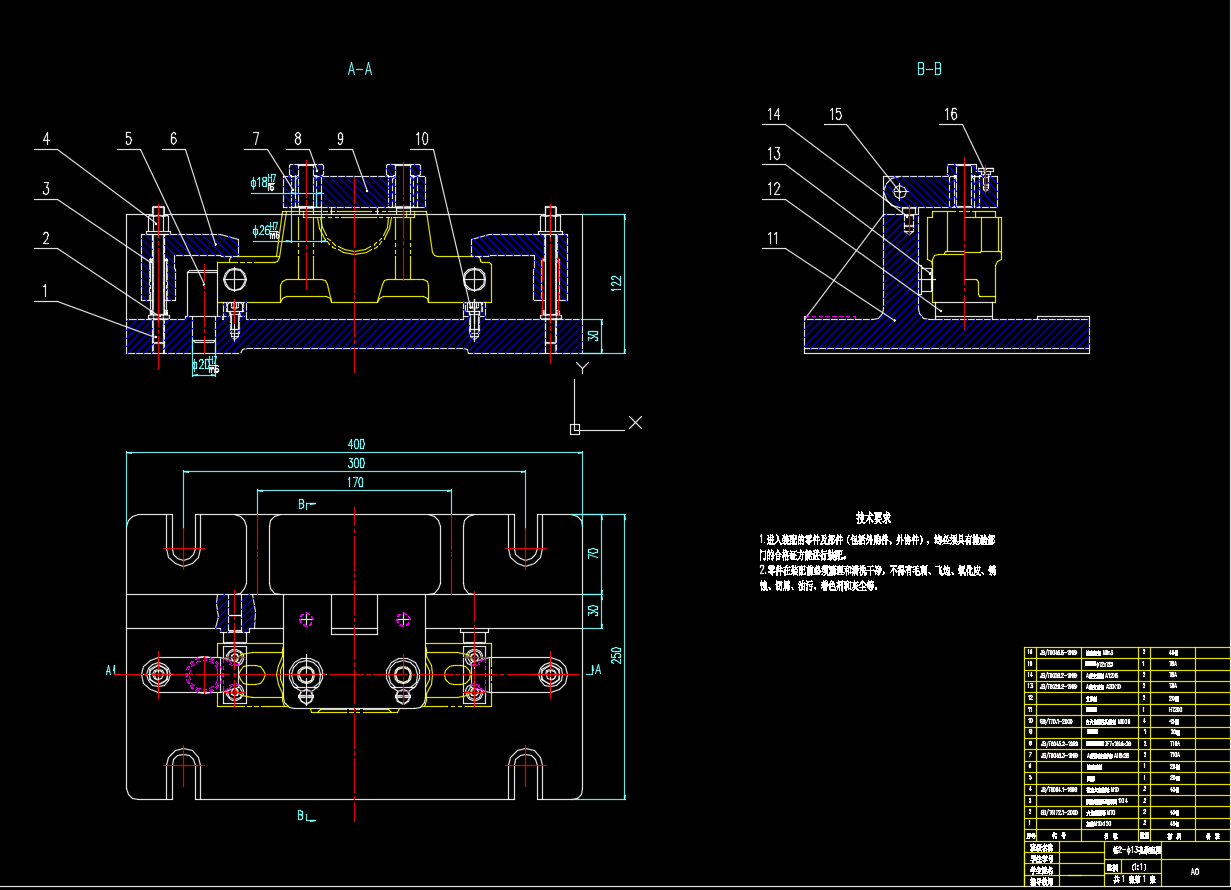
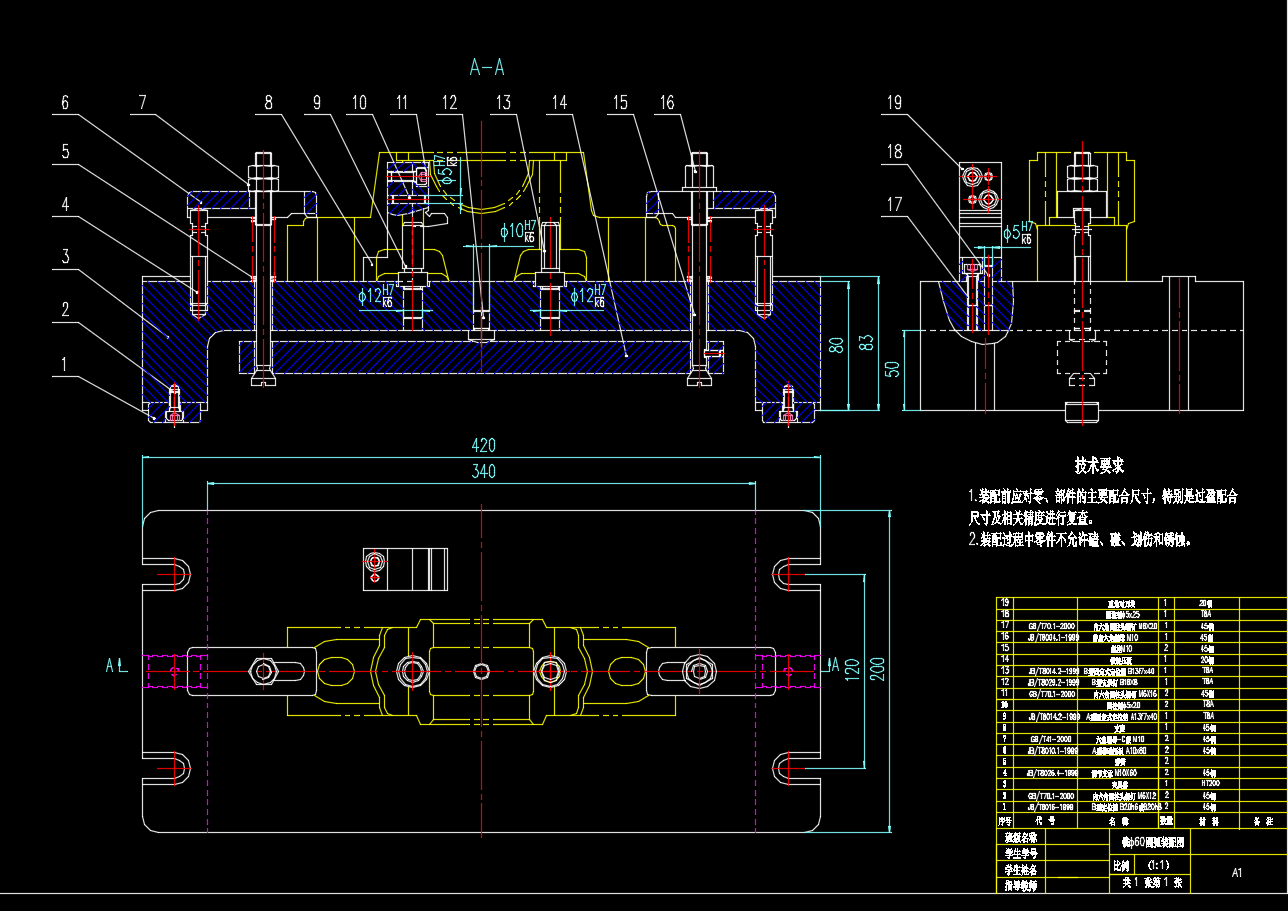
专用夹具设计聚焦于提升装夹重复定位精度。钻夹具采用"一面两销"定位结构,配合快换钻套实现多孔连续加工,避免重复对刀误差;铣夹具则通过浮动支撑块与液压夹紧装置的组合,解决薄壁结构加工时的振动问题。夹具设计严格遵循六点定位原理,关键定位元件采用线切割加工保证尺寸精度,压板与支撑块接触面经淬火处理提升耐磨性。
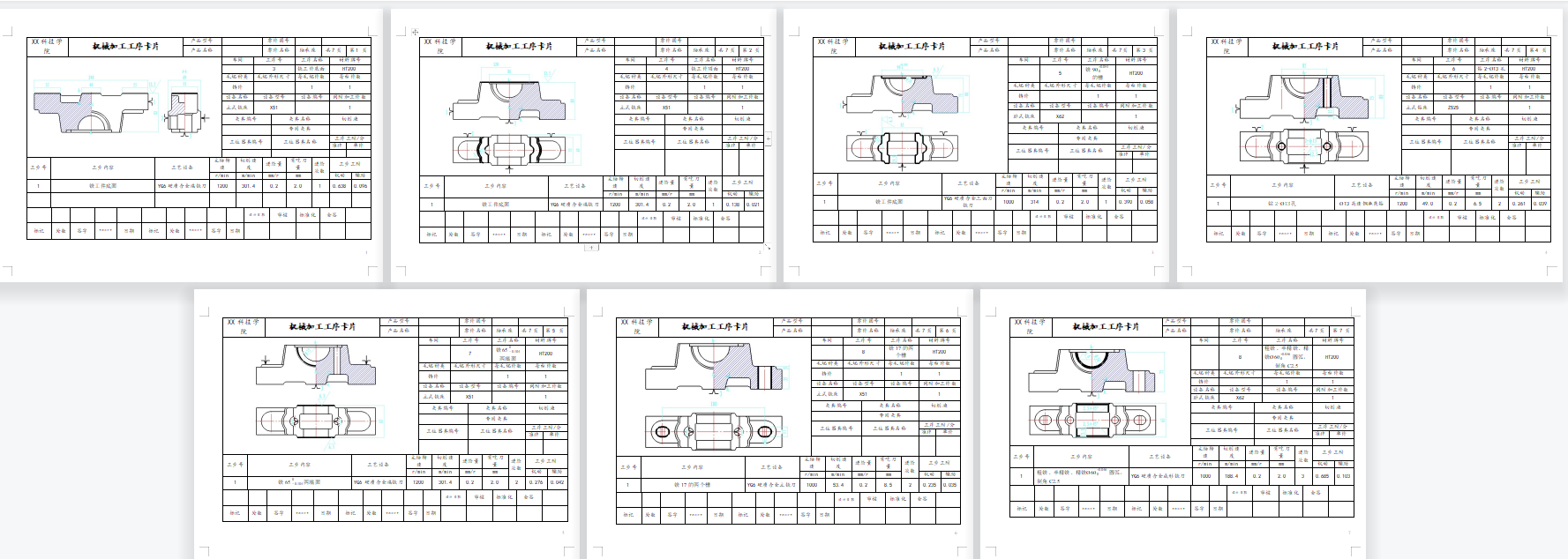
配套编制的工序卡与过程卡系统梳理了加工流程,明确各工序的机床选择、刀具参数及检验标准。例如在钻孔工序中,通过预钻导向孔与分步扩孔的工艺组合,有效控制孔壁粗糙度;铣削工序则通过调整主轴转速与进给量,实现表面质量与加工效率的平衡。所有工艺参数均通过查阅行业标准手册确定,确保方案的规范性。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













