毕业设计 设计压力容器零件的焊接工艺规程
内容
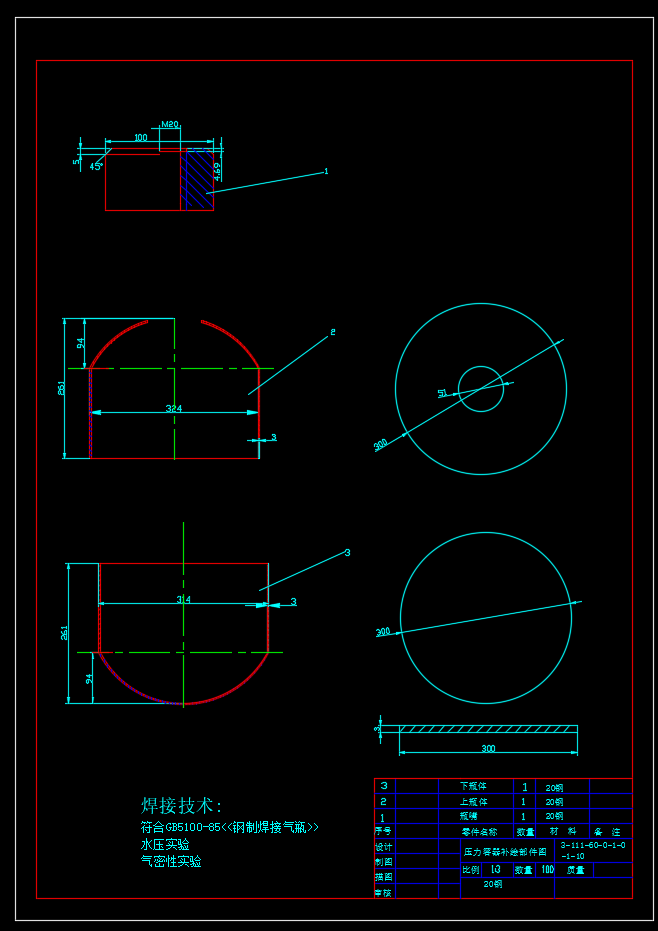
压力容器作为工业领域中储存与运输介质的关键设备,其焊接质量直接影响设备的安全性与使用寿命。设计压力容器零件的焊接工艺规程,核心作用在于通过系统化的流程规划,确保每个焊接环节符合行业标准,避免因操作不当或参数偏差引发裂纹、气孔等缺陷,从而保障容器在高压、高温或腐蚀性环境下的长期稳定运行。这一过程不仅需要精准匹配材料特性与焊接方法,还需综合考量热输入控制、焊缝成型优化等细节,为后续的无损检测与压力试验奠定可靠基础。
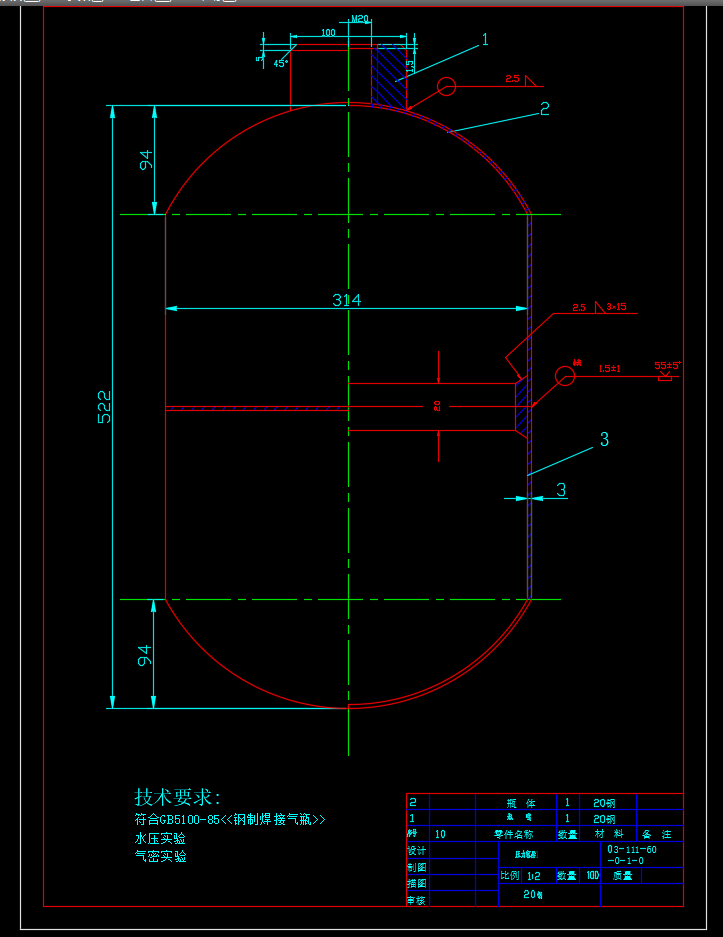
焊接工艺规程的制定需从材料分析入手。不同材质的压力容器零件对焊接方法的要求差异显著,例如低合金钢需优先选择熔化极气体保护焊以减少热影响区,而不锈钢则更适合钨极氩弧焊以控制氧化。通过明确材料类型与厚度范围,可针对性地确定焊接电流、电压及速度等参数,确保焊缝金属与母材的力学性能一致。同时,针对零件结构特点,需设计合理的焊接顺序与坡口形式,避免因局部过热导致变形或残余应力集中,这一环节对复杂形状零件的焊接质量尤为关键。
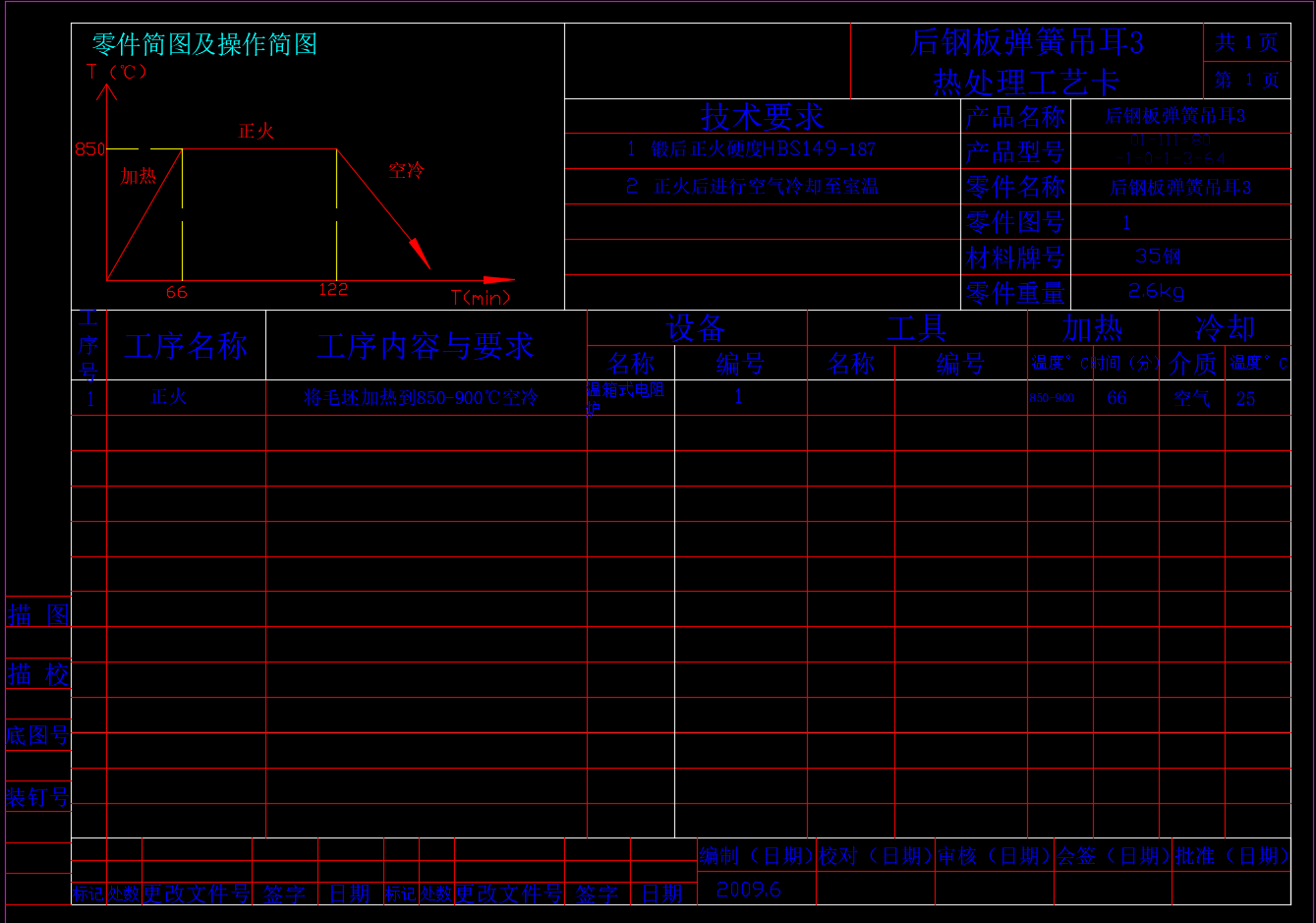
质量控制是焊接工艺规程的核心目标。通过引入预热与后热处理工艺,可有效降低焊缝区域的硬度,提升抗脆断能力;采用多层多道焊技术,能细化晶粒结构,增强焊缝的韧性。此外,规程中需明确无损检测的时机与方法,例如在关键焊缝完成后立即进行超声波检测,及时发现内部缺陷并返修,避免缺陷扩展影响整体结构安全。这些措施共同构成了一套闭环的质量保障体系,显著缩短了从设计到验收的周期。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













