X62W铣床主轴机械加工工艺规程与钻床夹具设计(论文+DWG图纸+工序卡)
内容
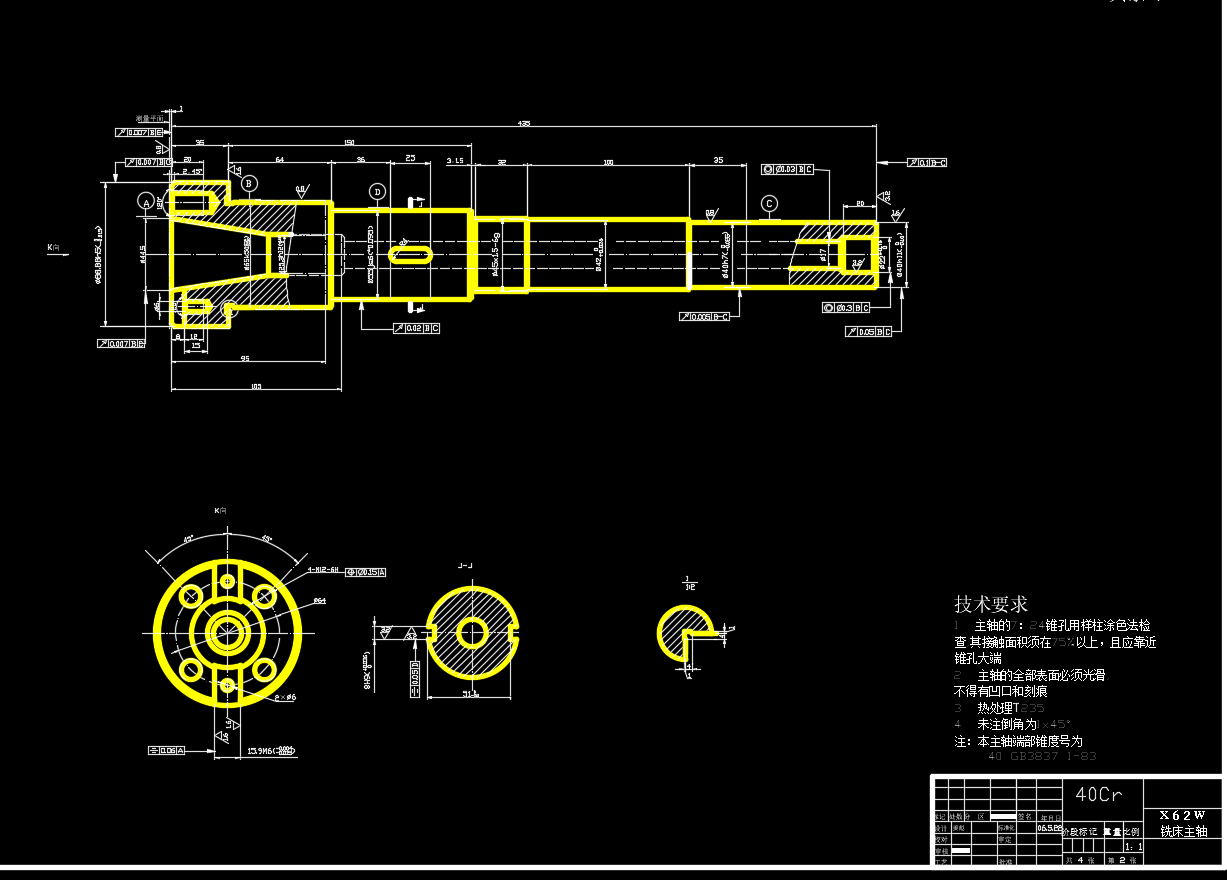
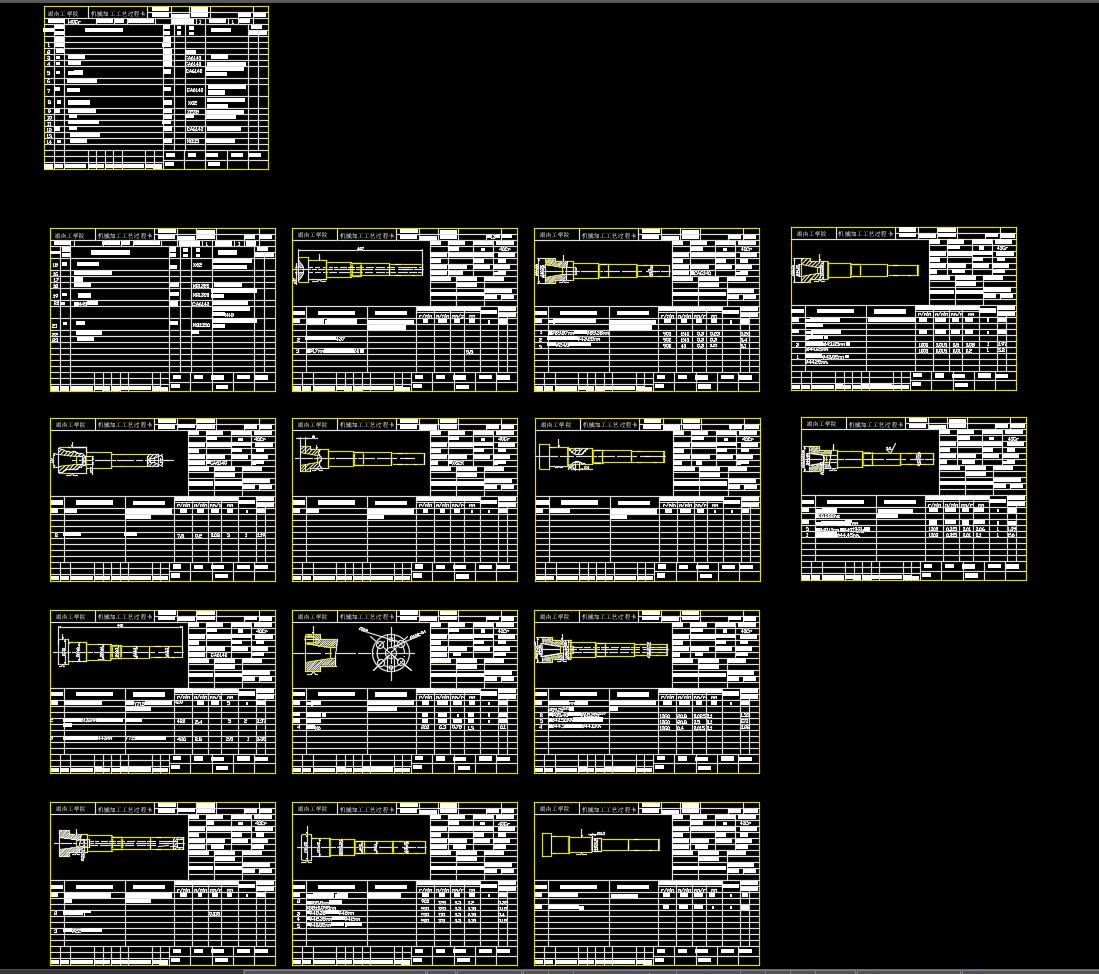
X62W铣床作为通用型金属切削设备,其主轴是传递动力与实现旋转运动的核心部件。主轴机械加工工艺规程的制定,需综合考量材料特性、尺寸精度及表面质量要求。从毛坯预处理到最终热处理,需明确各工序的加工方法、设备选用及质量检测标准。例如,外圆车削需控制径向跳动,磨削工序需确保表面粗糙度达标,关键尺寸需通过三坐标测量仪验证。工艺规程的严谨性直接影响主轴的回转精度与使用寿命,是保障机床加工稳定性的基础。
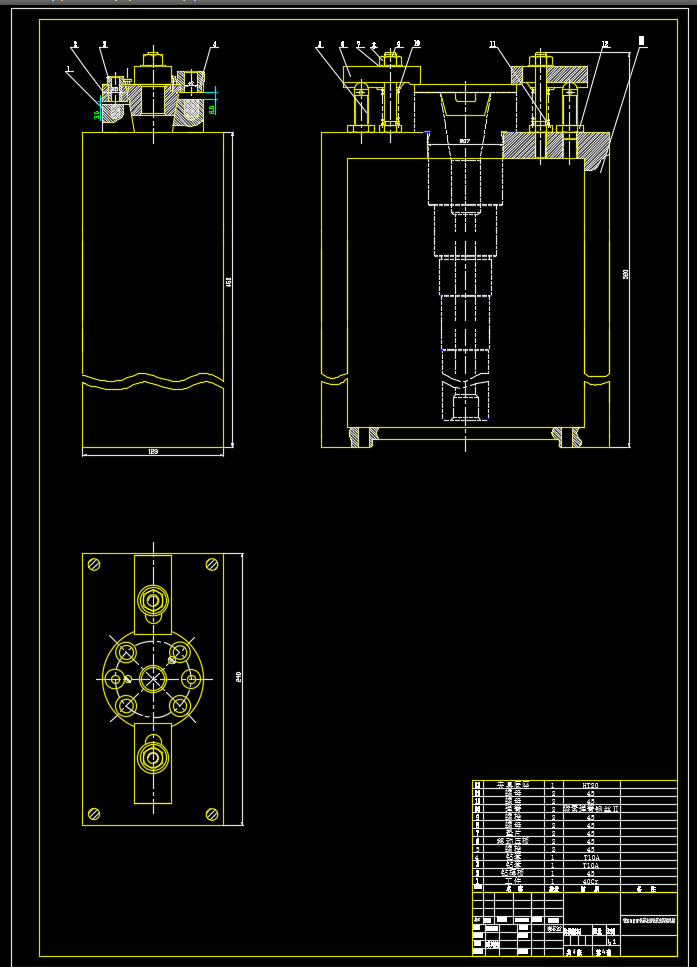
钻床夹具设计需紧扣主轴加工中的孔系加工需求。针对主轴上分布的定位孔、润滑孔等特征,夹具设计需解决工件定位、夹紧及排屑等核心问题。定位元件需与工艺基准统一,采用“一面两销”结构可有效限制六个自由度;夹紧机构需兼顾刚性需求与操作便捷性,液压或气动夹紧方式能显著提升重复定位精度;排屑槽设计需结合钻削参数,避免切屑堆积导致孔壁划伤。合理的夹具结构能显著缩短辅助时间,提升孔系加工的一致性。
工序卡作为工艺执行的指导文件,需详细记录各工序的加工内容、设备型号、刀具参数及检验要求。例如,粗车工序需标注切削深度与进给量,精磨工序需明确砂轮粒度与修整频率,终检工序需列出几何公差与表面质量的具体标准。工序卡的标准化编制可减少人为操作误差,为现场加工提供可追溯的技术依据。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













