X5020B立式升降台铣床拔叉壳体工艺规程制订(论文+DWG图纸)
内容
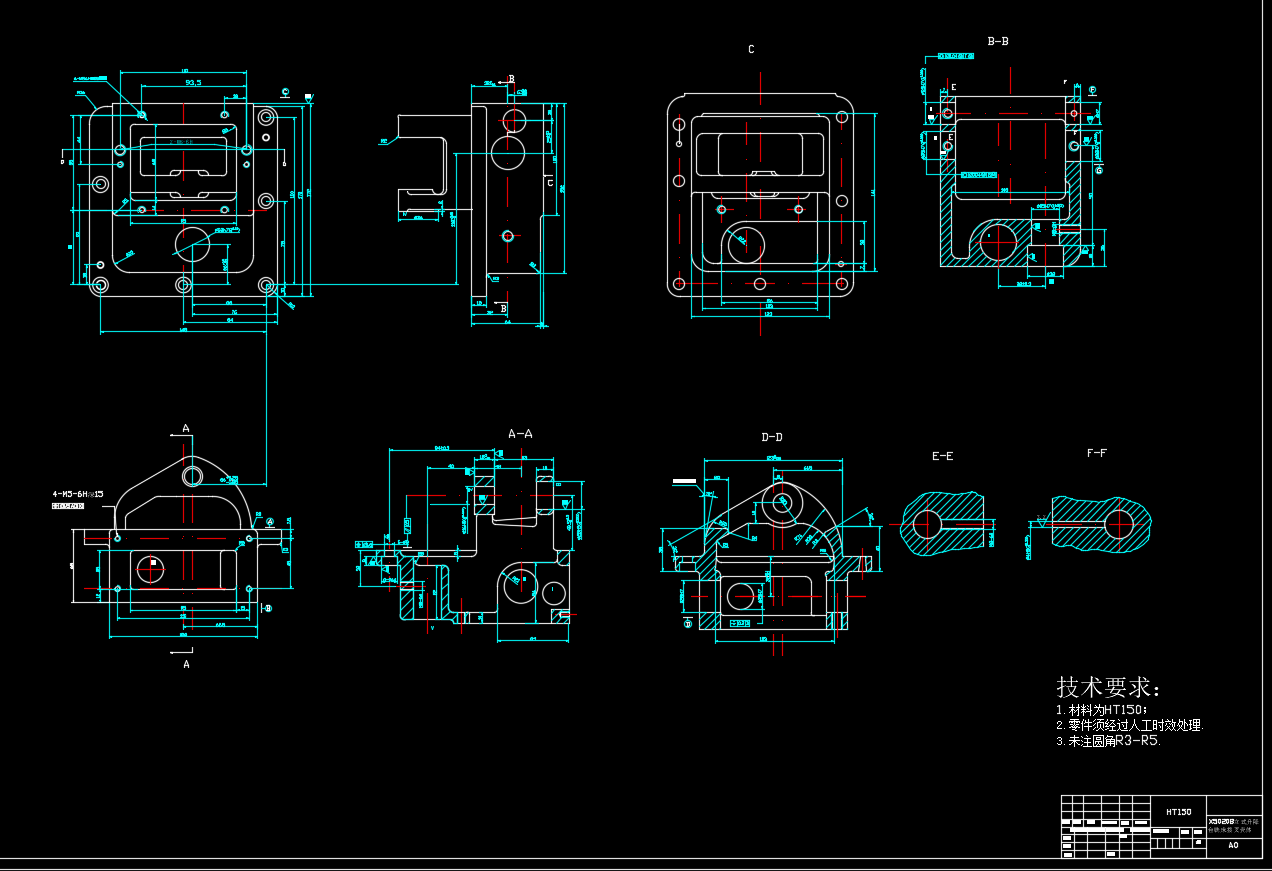
X5020B立式升降台铣床的拔叉壳体是机械传动系统中的关键零件,其加工质量直接影响设备运行的稳定性与寿命。工艺规程的制订需从零件结构特性出发,结合铣床加工原理,对工序顺序、切削方式、刀具选择等环节进行系统规划。这一过程不仅需满足尺寸精度要求,还需兼顾加工效率与成本控制,是机械制造领域中技术性与实践性并重的核心环节。
拔叉壳体的结构通常包含多个孔系、型面及配合面,加工难点集中于空间尺寸链的精度控制与薄壁部位的变形预防。工艺规程需明确各工序的定位基准,例如优先采用“一面两销”定位方式确保孔系位置精度,同时通过分阶段加工(粗加工→半精加工→精加工)逐步释放内应力,减少加工变形。刀具路径的规划需结合铣床的升降台运动特性,优化切削参数以平衡效率与表面质量。
在工序安排上,需遵循“先面后孔、先基准后其他”的原则。例如,先加工拔叉壳体的底面作为后续工序的基准面,再依次完成孔系加工与型面铣削。对于精度要求较高的配合面,需采用精铣或磨削工艺,并通过三坐标测量仪等设备进行检测,确保形位公差符合设计要求。此外,工艺规程还需考虑夹具设计的合理性,避免因装夹不当导致零件变形或加工误差。
配套的DWG图纸通过二维工程视图与三维模型结合的方式,直观呈现拔叉壳体的结构特征与加工要求。图纸中标注了关键尺寸、形位公差及表面粗糙度,为工艺编制与现场加工提供明确指导。例如,孔系的中心距公差需控制在±0.05mm以内,表面粗糙度需达到Ra1.6μm,这些要求均需在工艺规程中通过合理的加工方法与检测手段予以保障。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。


评论













