S195柴油机机体钻组合机床总体及夹具设计
内容
S195柴油机作为小型农业机械的核心动力源,其机体加工质量直接影响整机性能。组合机床通过多工位协同作业,将原本分散的钻孔、铣削、攻丝等工序整合为连续加工流程,显著缩短了单件加工时间。这种集成化设计不仅提升了加工效率,更通过统一基准面定位,有效控制了各孔系的同轴度与垂直度误差,为柴油机的稳定运行提供了结构保障。
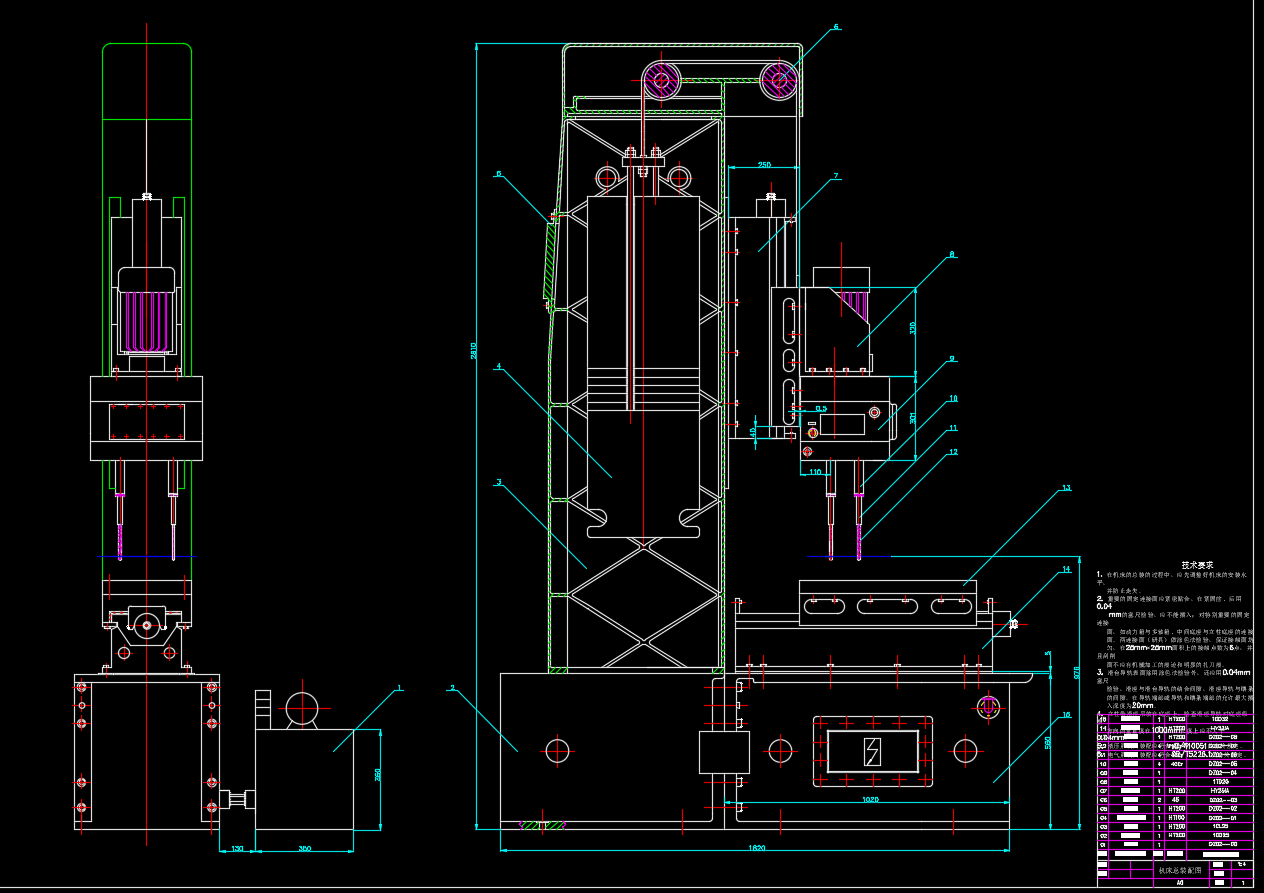
机床总体布局采用立式主轴箱与回转工作台组合形式,主轴箱配备多把专用刀具,可同时完成机体不同部位的钻孔需求。回转工作台通过分度定位系统实现工位精准切换,配合液压夹紧装置确保加工过程中工件无位移。这种设计既减少了重复装夹次数,又避免了人工操作误差,特别适合批量加工场景下的精度维持。
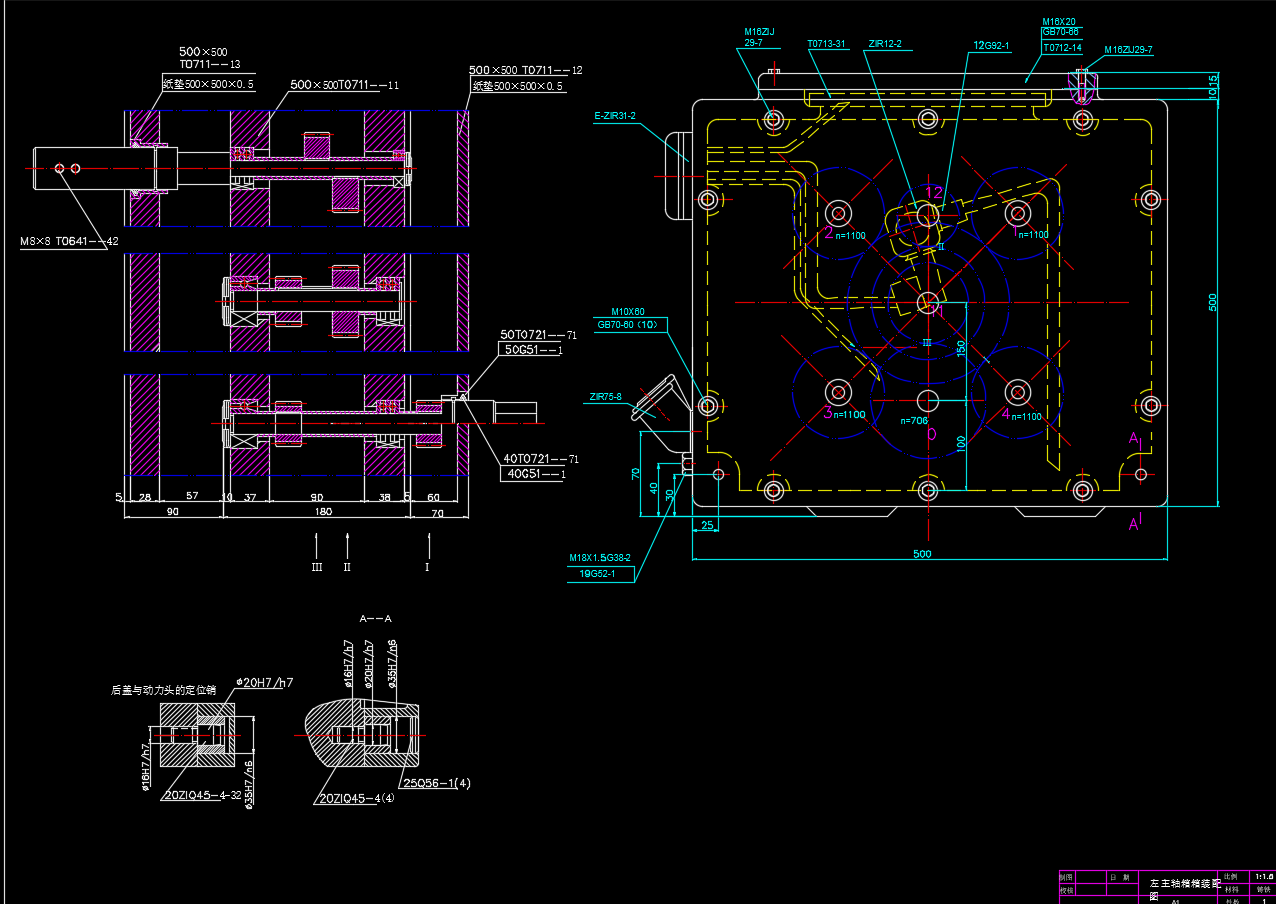
夹具设计是保障加工精度的关键环节。针对机体结构特点,采用“一面两销”定位方式:以机体底面为基准面,配合两个圆柱销限制六个自由度,确保每次装夹位置一致性。夹紧机构选用液压驱动,通过杠杆增力结构实现快速夹紧与松开,既减轻操作强度,又避免因夹紧力不均导致的工件变形。此外,夹具主体采用模块化设计,可根据不同机型调整定位元件位置,提升了设备适应性。
该组合机床通过工艺优化与自动化控制,将S195柴油机机体加工周期显著缩短,同时将孔系位置精度提升至行业领先水平。其成功应用为同类动力机械的批量制造提供了可借鉴的解决方案,尤其在提升加工稳定性与降低人力成本方面表现突出。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













