MG250591-WD型采煤机右摇臂壳体的加工工艺规程及数控编程(论文+DWG图纸+数控加工程序+外文翻译+任务书)
内容
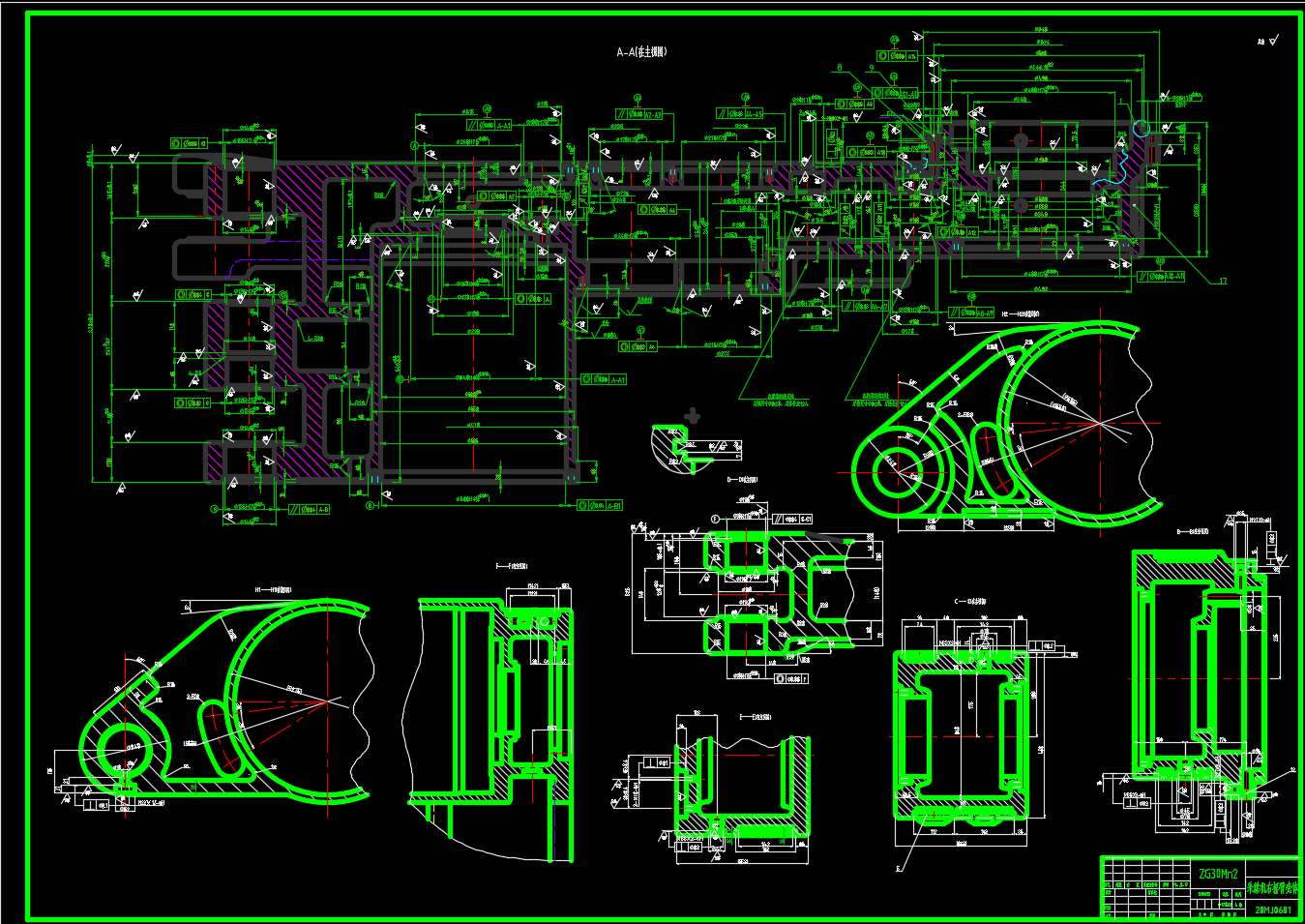
MG250591-WD型采煤机右摇臂壳体作为井下采煤作业的核心部件,其加工质量直接影响设备运行的稳定性与寿命。该零件结构复杂,包含大量曲面、孔系及筋板特征,传统加工方式易因工序分散导致精度超差。制定科学的加工工艺规程,需从毛坯选择、工序划分、装夹方案三个维度切入:毛坯通常采用高强度铸钢件,需通过退火处理消除内应力;工序划分需遵循“基准先行、先粗后精”原则,优先加工定位基准面,再逐步完成孔系、曲面的精加工;装夹方案需结合零件刚度分布,采用“一面两销”定位方式,避免加工过程中因切削力导致变形。
数控编程是保障加工精度的关键环节。针对右摇臂壳体的曲面特征,需采用宏程序实现参数化加工,通过变量定义刀具路径,避免因零件尺寸差异导致程序重复修改;对于深孔加工,需分段设置进给参数,配合冷却液循环系统,解决排屑困难问题;曲面精加工时,应选用球头铣刀,通过优化步距与行距,确保表面粗糙度达标。程序编制完成后,需通过模拟加工验证刀具路径合理性,重点检查干涉区域与过切风险。
外文翻译部分聚焦国际先进加工技术,涵盖高速切削工艺参数优化、多轴联动加工轨迹规划等内容,为工艺改进提供理论支撑。任务书则明确设计目标,要求工艺规程需显著缩短加工周期,数控程序需兼容主流数控系统,翻译内容需准确传达原文技术要点。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













