CA6150普通车床的数控技术改造课程设计(论文 CAD图纸 电路图 加工程序)
内容
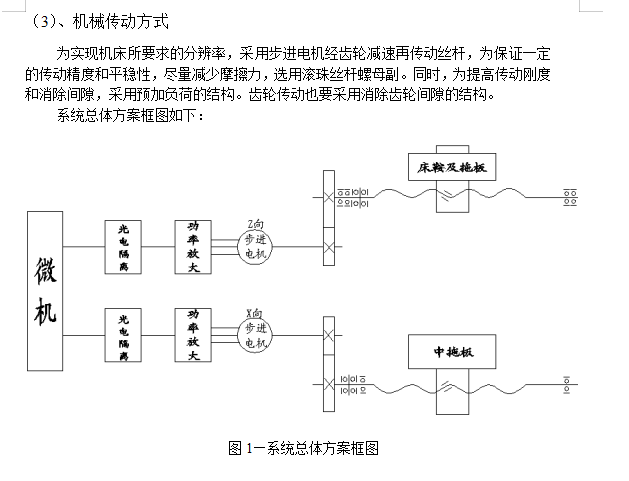
CA6150普通车床作为传统机械加工领域的经典设备,其数控技术改造是提升加工效率与精度的关键路径。改造的核心在于将原有手动控制系统升级为数控系统,通过集成可编程逻辑控制器(PLC)、伺服驱动模块及人机交互界面,实现主轴转速、进给量等参数的数字化控制。这一过程不仅保留了原机床的机械刚性优势,更赋予其自动化加工能力,使复杂零件的批量生产成为可能。
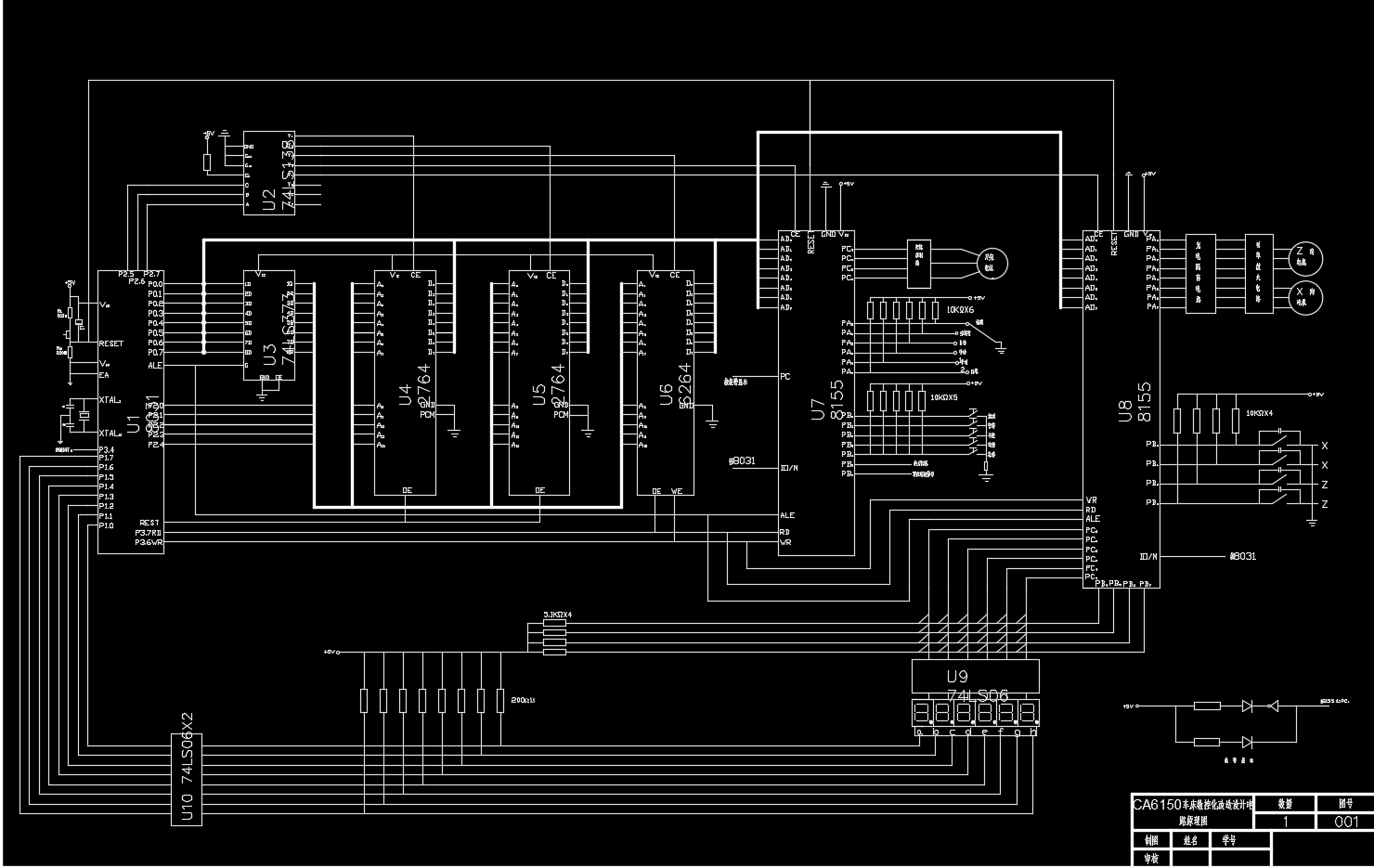
电路图设计是改造工程的基础环节。需重新规划电源分配路径,将强电与弱电线路分离布局,避免信号干扰;伺服驱动模块需配置独立的电源滤波器,确保电机运转平稳;PLC输入输出端口需与机床限位开关、急停按钮等安全装置精准对接,形成闭环控制网络。改造后的电路系统应具备过载保护、短路自断功能,保障设备长期运行的可靠性。
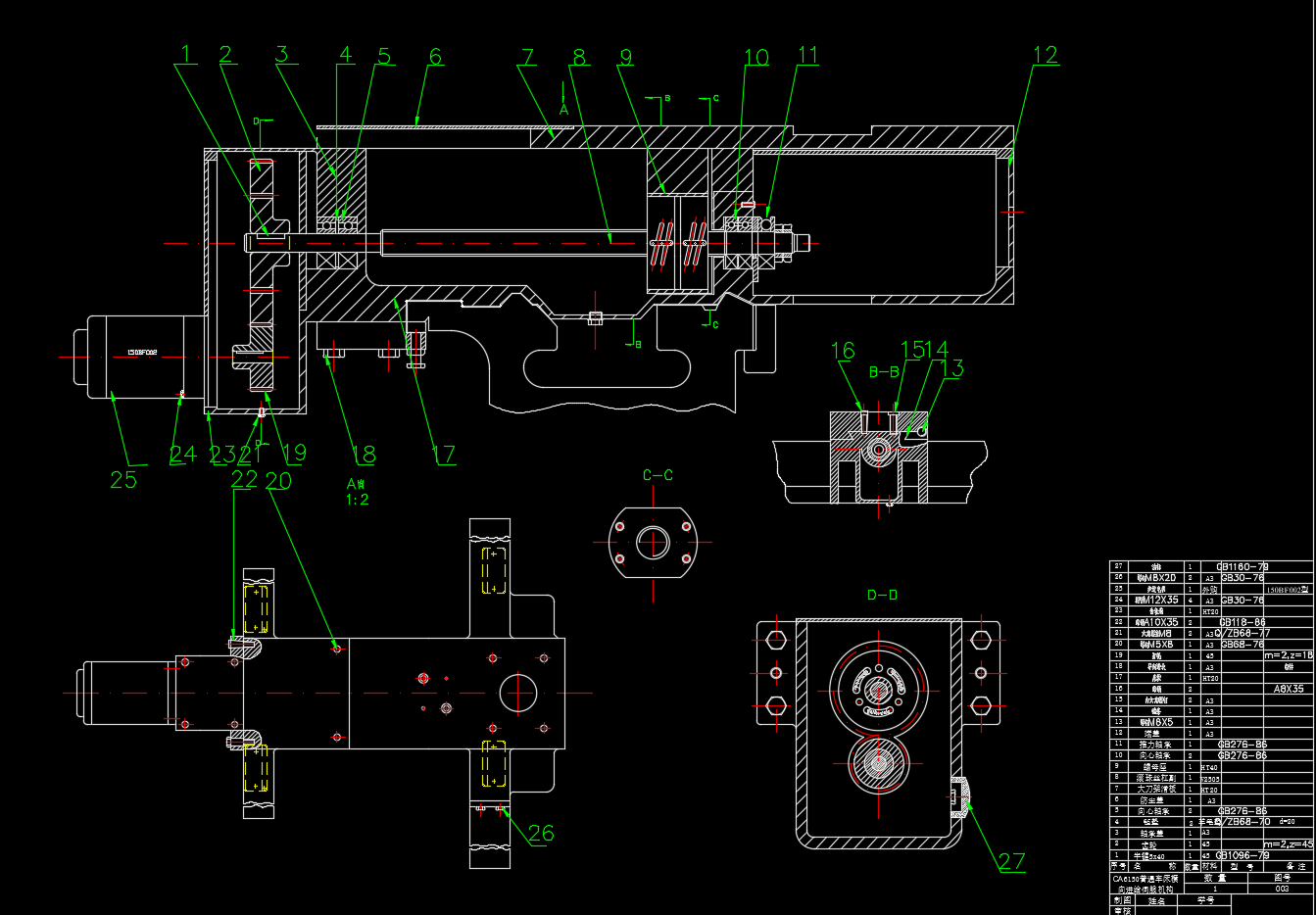
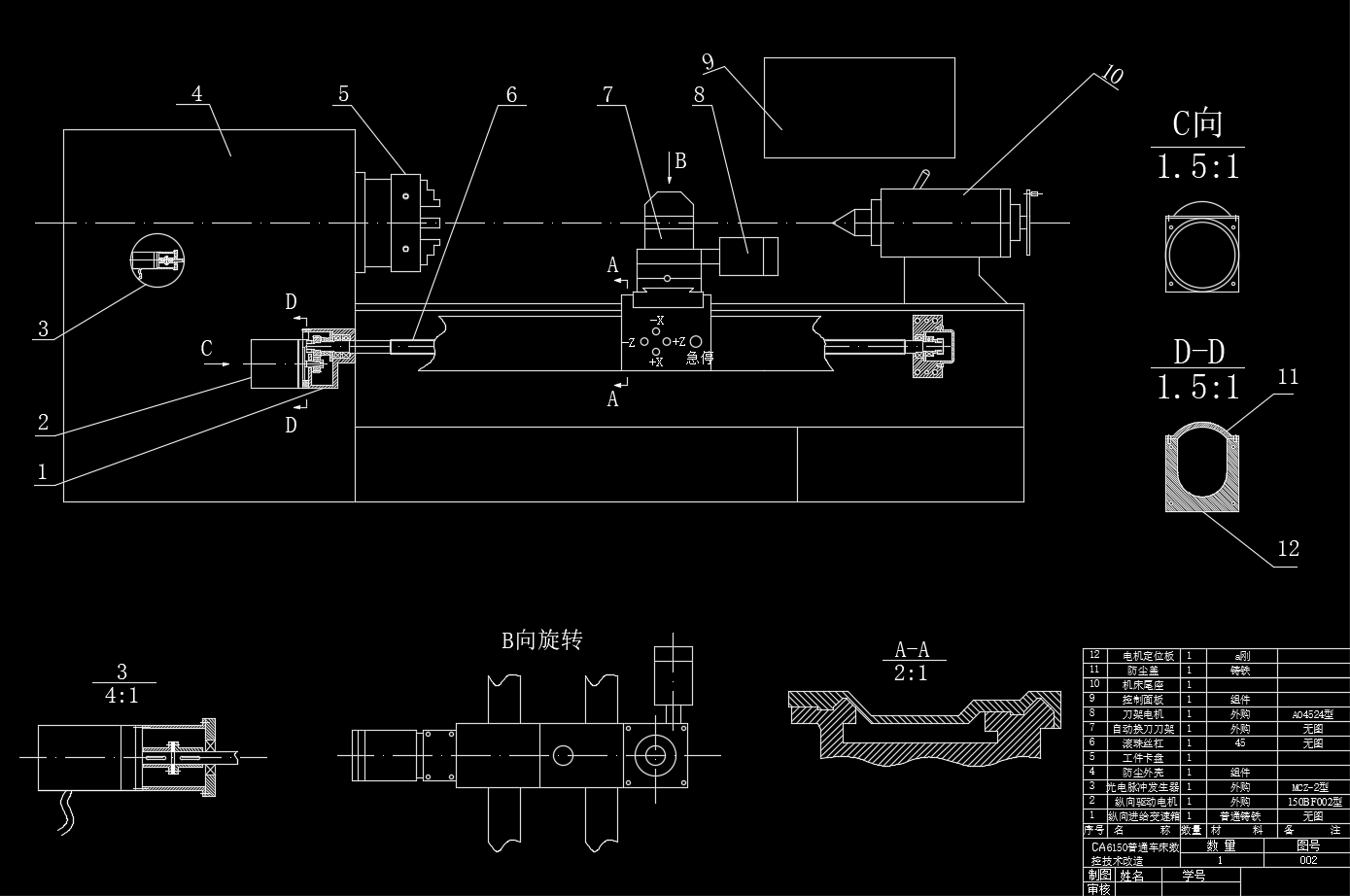
CAD图纸的绘制需严格遵循机械制图标准。主轴箱、进给箱等关键部件需进行三维建模,通过干涉检查优化结构布局;导轨、丝杠等传动元件的装配图需标注公差配合等级,确保运动精度;电气控制柜的布局图应预留散热通道,避免元件过热导致性能衰减。图纸设计阶段需反复验证各部件的装配可行性,减少现场调试时的修改工作量。
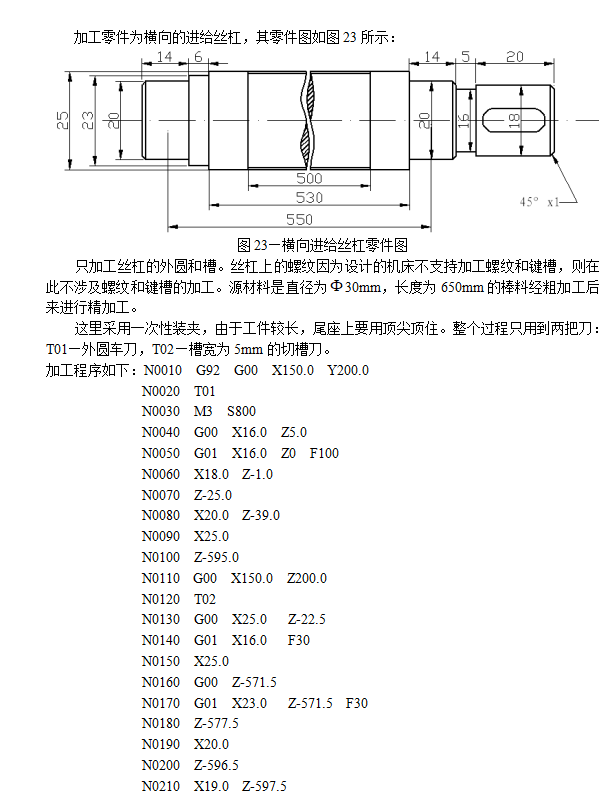
加工程序的编制需结合数控系统指令集特点。针对轴类零件,可采用G01直线插补指令控制车刀进给路径,通过G97设定恒线速度切削模式保证表面粗糙度一致;对于盘类零件,则需运用G02/G03圆弧插补指令完成端面槽加工,配合M98子程序调用功能实现相似特征的快速编程。程序优化阶段应重点测试刀具补偿功能,确保加工尺寸符合图纸要求。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













