CA6140车床拨叉机械加工工艺规程及工艺装备设计(831007)
内容
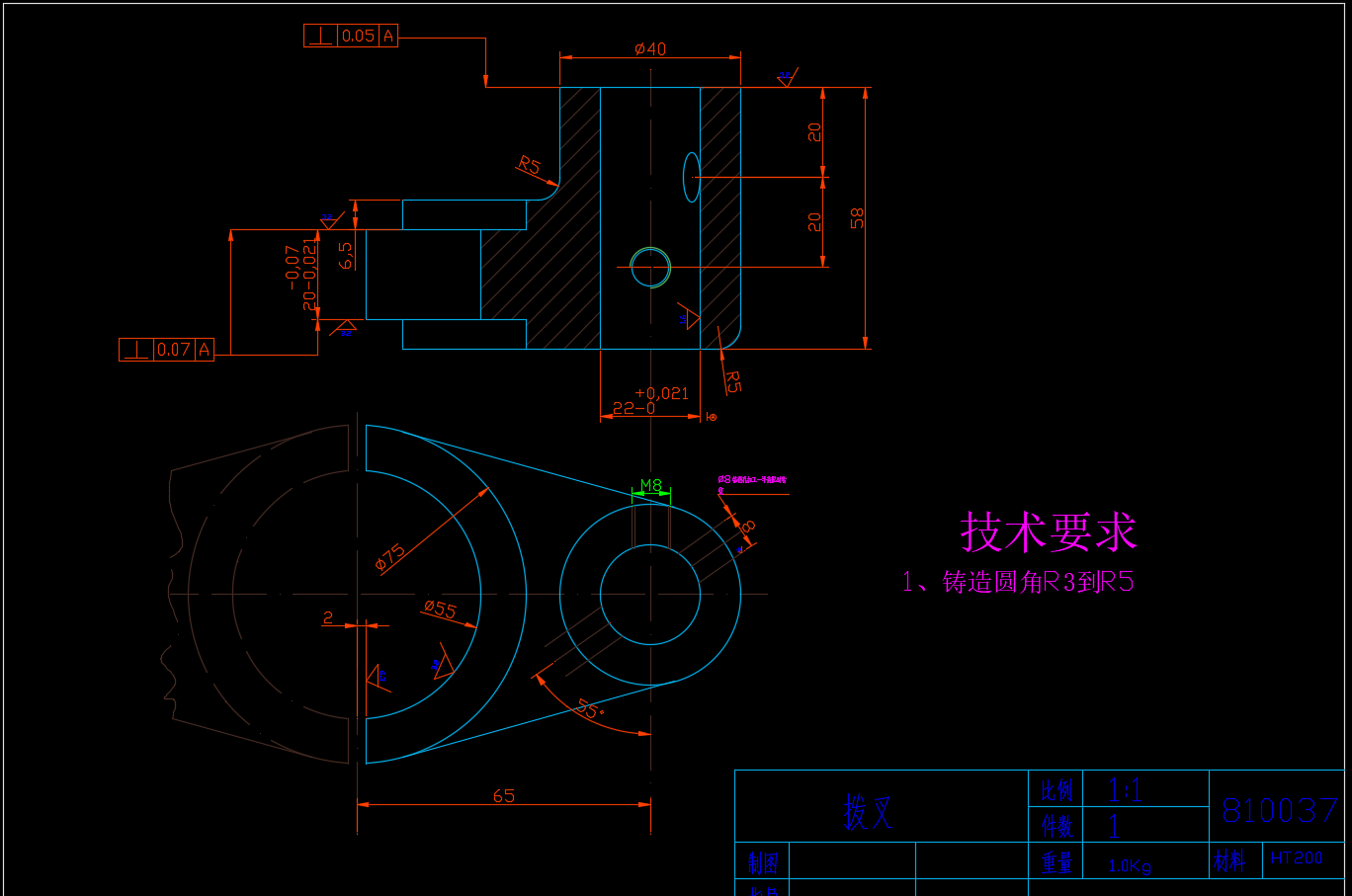
CA6140车床拨叉是机床传动系统中的关键零件,其机械加工工艺规程与工艺装备设计直接影响零件精度及机床运行稳定性。该零件需通过多道工序完成形状加工与尺寸控制,工艺规程需明确各工序的加工顺序、切削参数及质量检测标准。例如,粗加工阶段需快速去除毛坯余量,为后续精加工预留合理加工量;精加工阶段则需严格控制表面粗糙度与形位公差,确保拨叉与滑移齿轮的啮合精度。合理的工艺规程能显著缩短加工周期,同时降低废品率。
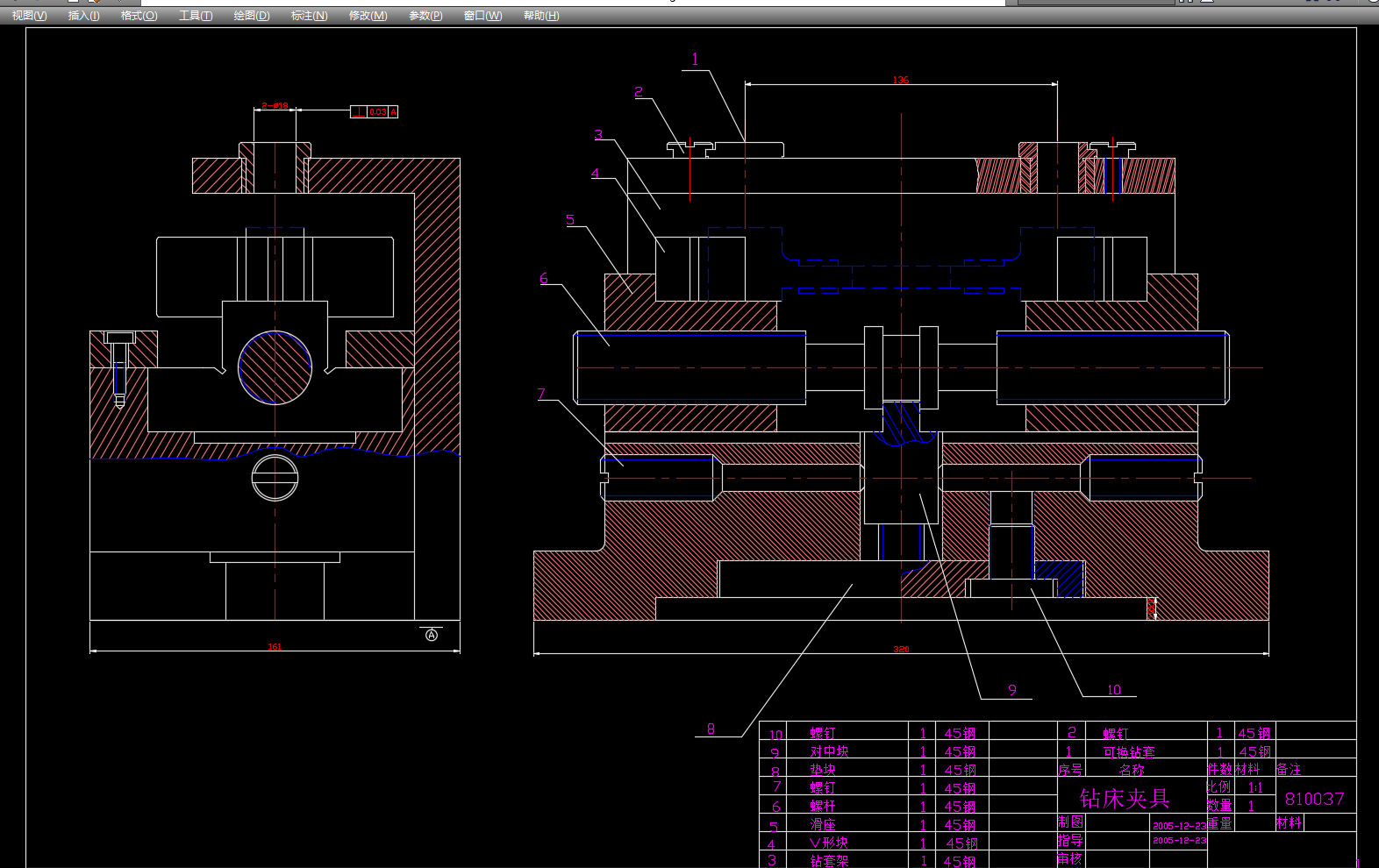
工艺装备设计是保障加工质量的核心环节。夹具需根据拨叉的形状特点设计定位与夹紧机构,确保加工过程中零件位置稳定。例如,采用“一面两销”定位方式可有效限制六个自由度,避免加工振动导致的尺寸偏差。刀具选择需匹配材料特性与加工要求,硬质合金刀具适合高速切削,而陶瓷刀具则适用于高硬度材料加工。量具的精度等级需高于零件公差要求,例如使用千分尺检测孔径尺寸,确保数据可靠性。
加工过程中的质量控制同样关键。每道工序完成后需进行尺寸检验,例如用百分表检测同轴度,用塞规检查孔径配合间隙。热处理工序需控制加热温度与冷却速度,避免零件变形或开裂。表面处理环节则需根据使用场景选择镀铬或发黑工艺,提升耐磨性与防锈能力。这些细节共同决定了拨叉的最终性能与使用寿命。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













