CA6140杠杆加工工艺及夹具设计
内容
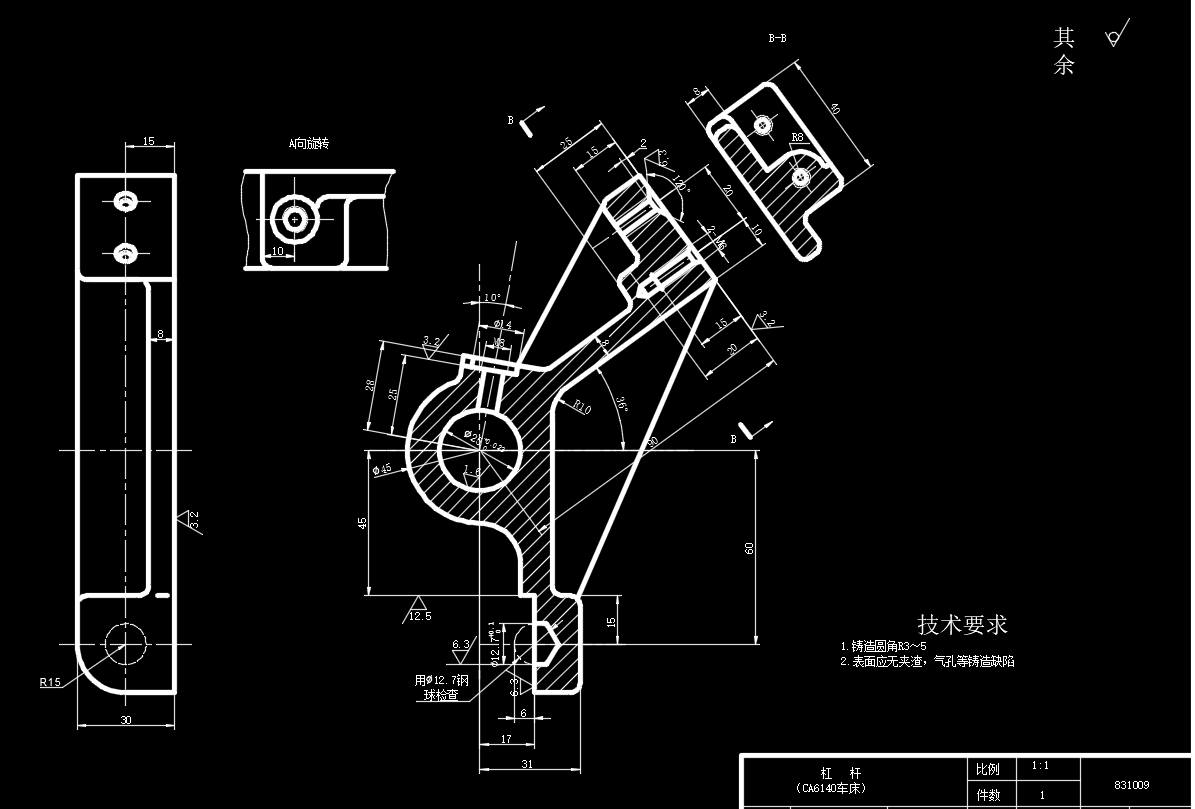
CA6140车床杠杆是机械传动系统中的关键零件,其加工精度直接影响设备运行的稳定性。杠杆的典型结构包含定位孔、支撑面及传动臂,加工时需重点控制孔系位置精度与平面平行度。通过合理规划工艺路线,可有效避免重复装夹带来的误差累积。例如,先以粗加工去除大部分余量,再通过半精加工预留精加工余量,最后采用精加工保证尺寸精度,这种分阶段加工策略能显著提升零件质量。
夹具设计是保障杠杆加工精度的核心环节。针对杠杆的定位需求,通常采用“一面两销”定位方式:以支撑面作为主要定位基准,配合两个定位销限制自由度,确保装夹后零件位置唯一。为提升装夹效率,可设计快速夹紧机构,通过杠杆原理或螺旋副实现夹紧力的均匀传递。对于批量加工场景,夹具的通用性设计尤为重要,通过调整定位元件位置或更换夹紧模块,可适应不同规格杠杆的加工需求。
在工艺实施过程中,刀具选择与切削参数优化同样关键。杠杆材料多为中碳钢,加工时需根据硬度选择硬质合金刀具,并合理控制进给量与切削速度,避免因切削力过大导致零件变形。对于孔系加工,可采用钻-扩-铰的复合工艺,通过多工序配合逐步提升孔径精度与表面粗糙度。此外,加工过程中的冷却液使用需根据材料特性调整,中碳钢加工推荐使用乳化液,既能降低切削温度,又能减少刀具磨损。
质量检测是杠杆加工的最后一道防线。通过三坐标测量仪可精确检测孔系位置度,利用百分表检查平面平行度,确保所有尺寸符合设计要求。对于关键尺寸,可采用分组抽检与全检结合的方式,既保证效率又控制风险。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













