CA6140拔叉工艺及夹具设计(84009)
内容
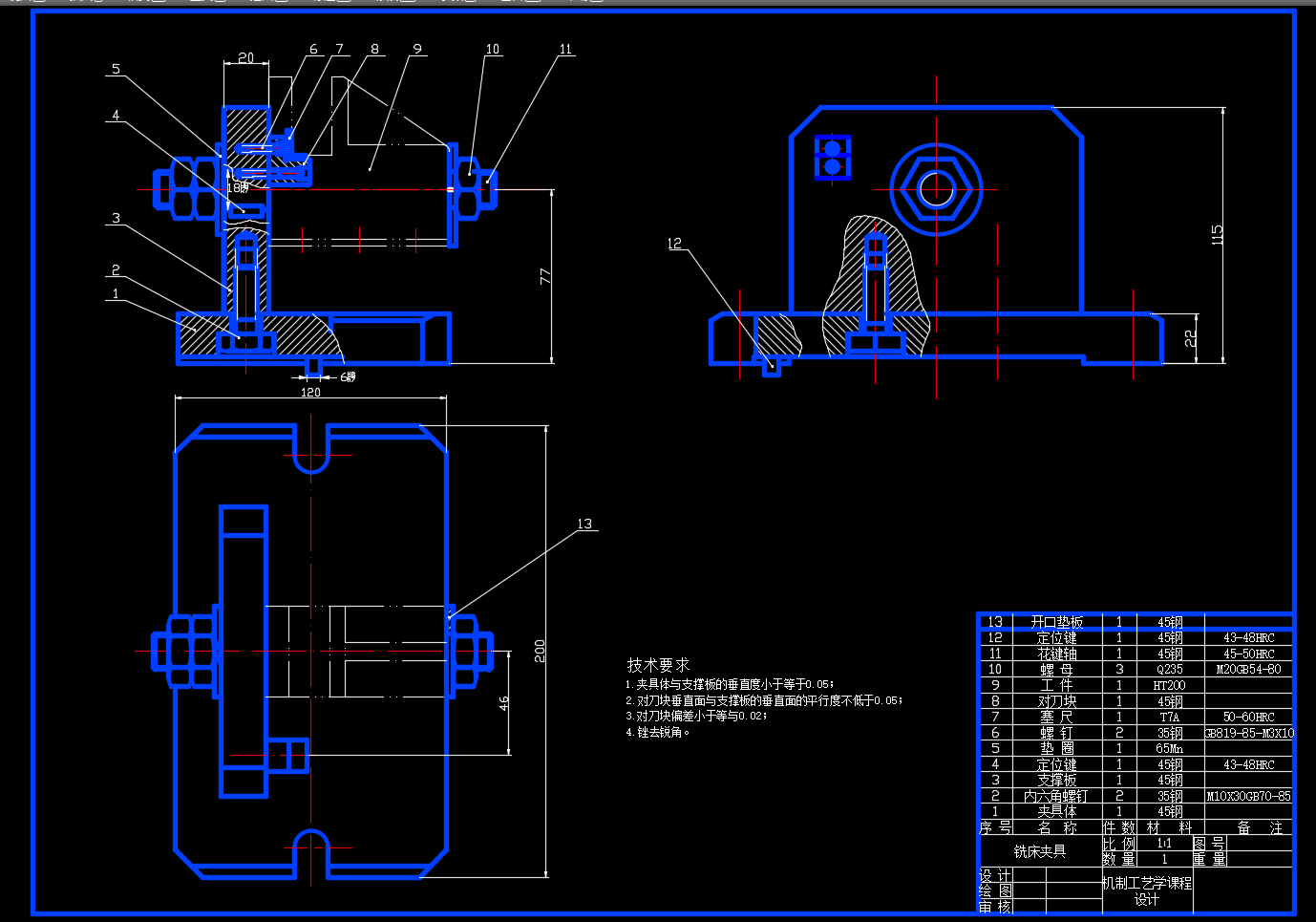
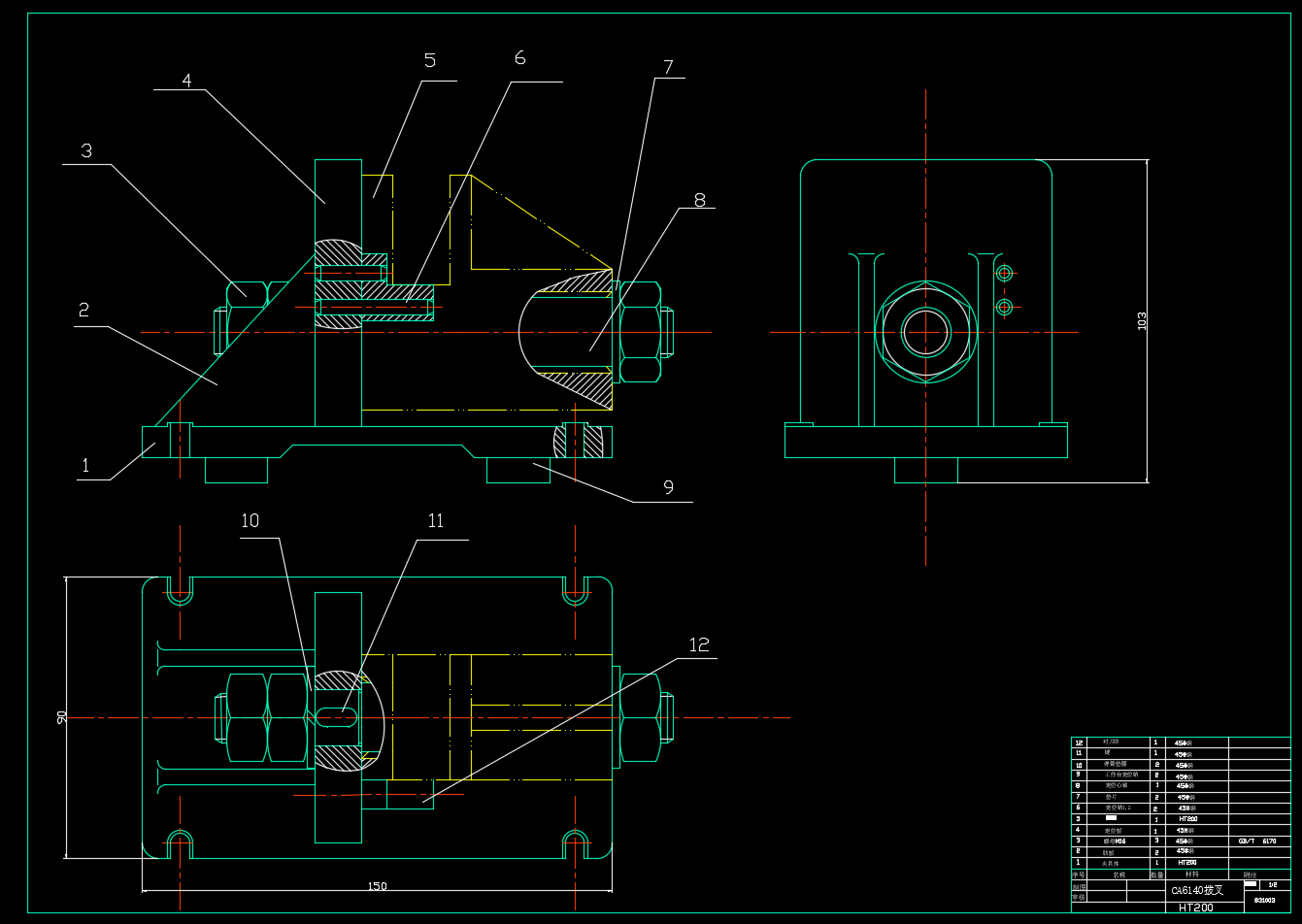
CA6140型车床作为机床领域的经典设备,其拔叉零件的加工质量直接影响传动系统的稳定性。拔叉工艺设计的核心在于通过多工序协同,确保零件在复杂受力环境下的尺寸精度与表面质量。典型工艺流程涵盖粗铣、精铣、钻孔、倒角等关键步骤,每道工序均需根据材料特性选择切削参数,例如针对铸铁材质的拔叉,需采用硬质合金刀具并控制进给速度,避免因热变形导致尺寸超差。夹具设计则聚焦于定位与夹紧的双重保障,通过“一面两销”定位基准实现空间六点定位,配合气动或液压夹紧装置,既能保证加工过程中的刚性支撑,又能显著缩短装夹时间,提升工序衔接效率。
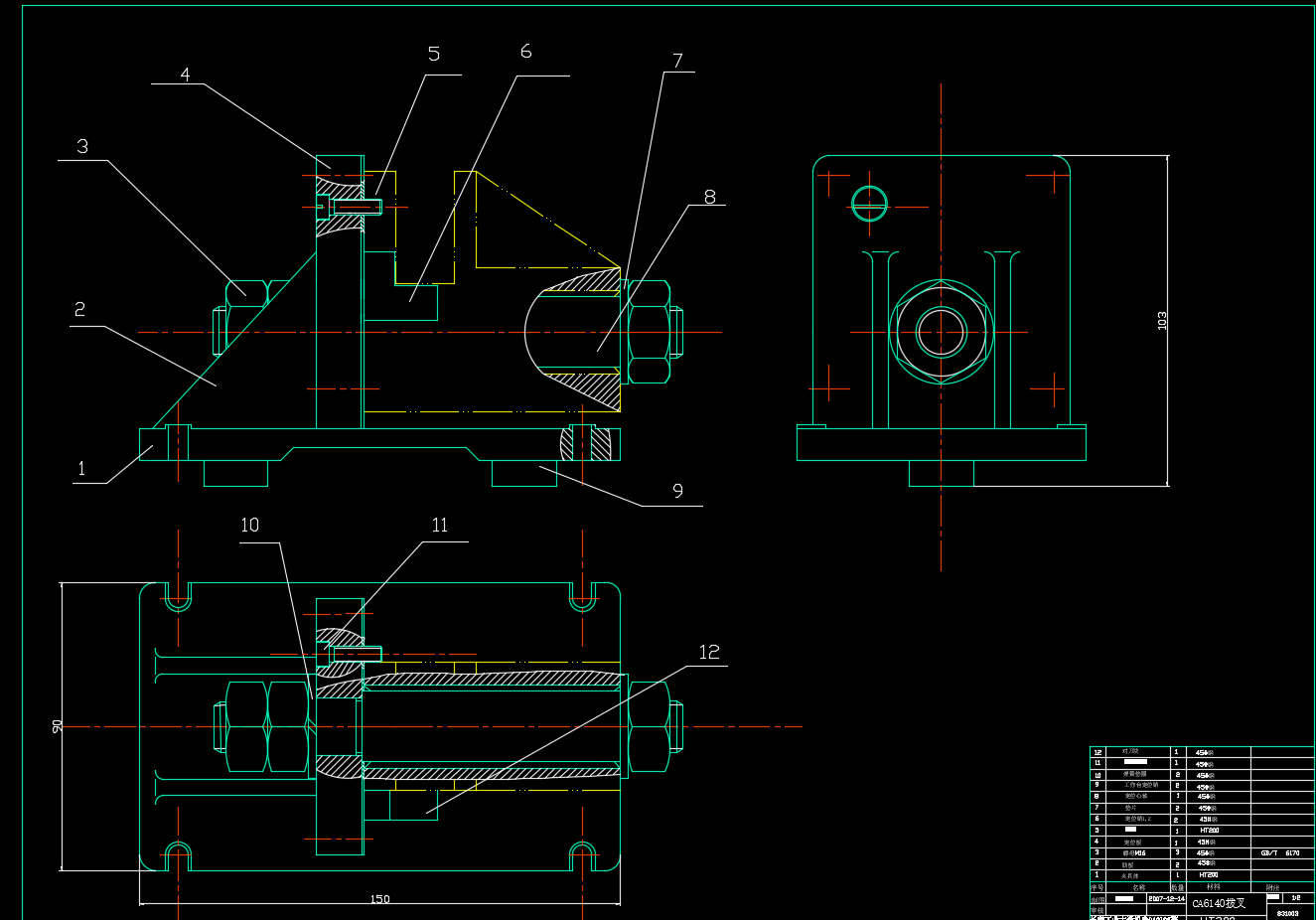
在工艺优化层面,模块化设计理念被广泛应用。例如,将拔叉的槽加工与孔加工分离为独立工位,通过专用组合夹具实现快速换型,适应不同规格零件的加工需求。夹具的导向元件设计尤为关键,钻套内径与刀具直径的间隙配合需精确至0.01mm级,以确保钻孔轴线的垂直度与位置度。对于批量加工场景,采用可调式夹紧机构能够减少人工调整频次,同时通过浮动支撑降低零件变形风险,使加工一致性得到量化提升。
实际应用中,工艺与夹具的协同效应直接决定加工效率。通过仿真分析优化切削路径,结合夹具的动态刚性测试,可显著缩短工艺验证周期。例如,某案例通过改进夹具的排屑结构,将铁屑堆积导致的停机时间减少,配合高速切削工艺,使单件加工时间大幅压缩。这种“工艺-夹具-设备”的三维联动模式,为复杂零件的高效制造提供了可复制的解决方案。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。


评论













