CA6140手柄轴的加工工艺及夹具设计(说明书+CAD图纸+三维图+工序卡……)
内容
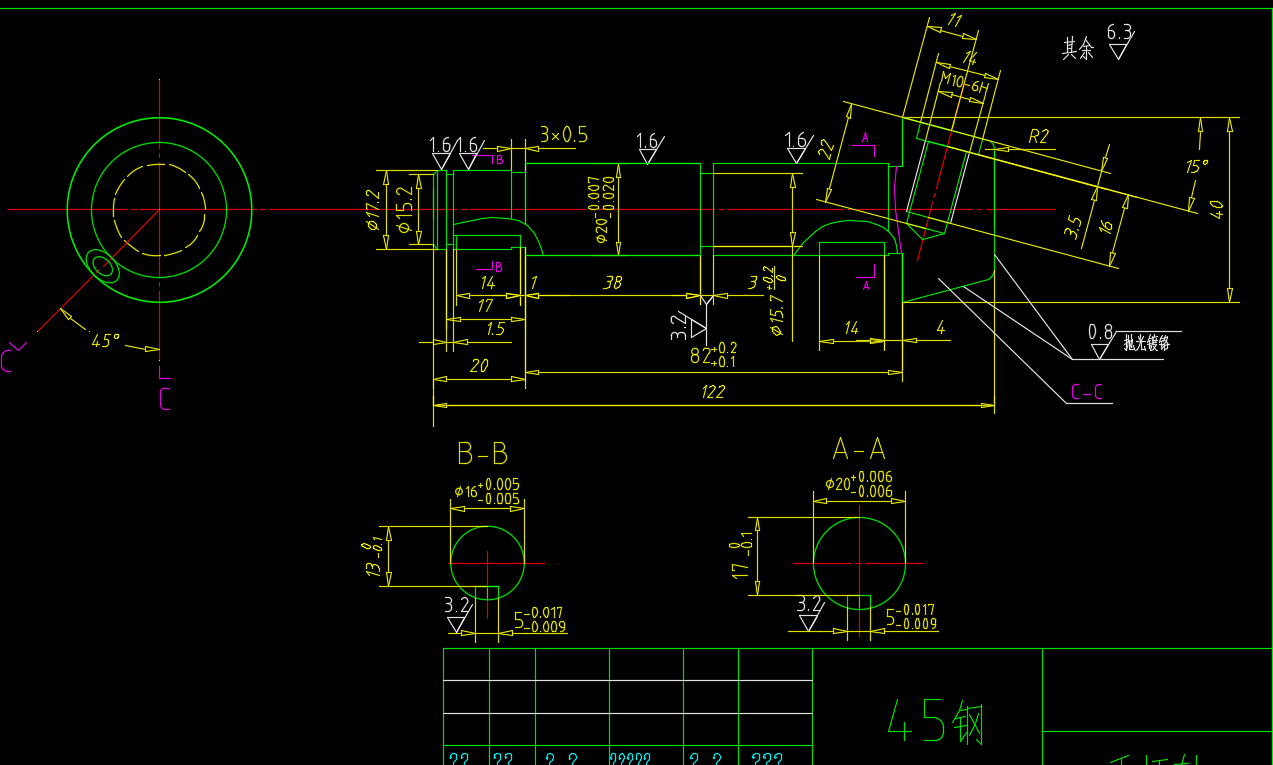
CA6140车床手柄轴作为机床操作的核心传动件,其加工质量直接影响设备操控的精准性与稳定性。该零件需通过多工序协同完成,从毛坯锻造到最终热处理,每一步均需严格遵循工艺规范。例如,粗加工阶段需预留足够的加工余量,为后续精加工提供调整空间;半精加工则需控制表面粗糙度,避免因应力集中导致变形;最终精加工需采用高精度车削工艺,确保轴径尺寸公差与形位公差符合设计要求。各工序间还需穿插去毛刺、防锈处理等辅助操作,形成完整的工艺闭环。
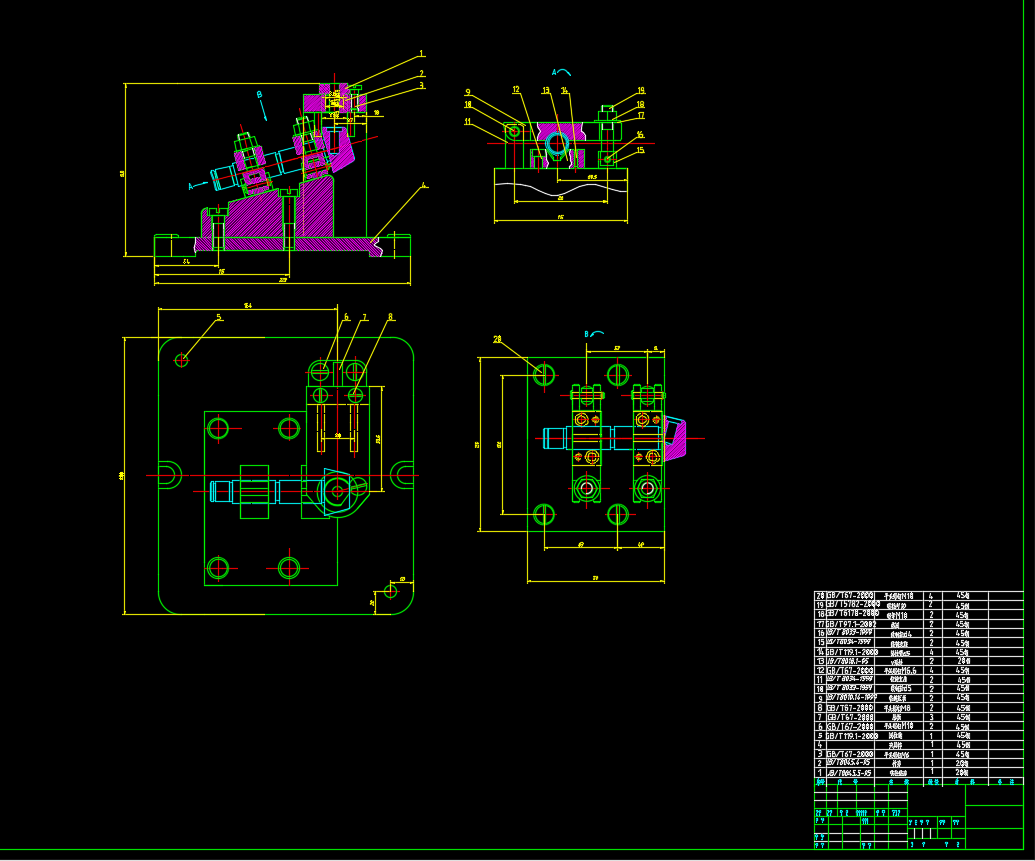
夹具设计是保障加工精度的关键环节。针对手柄轴的圆柱形结构,需采用V型块定位与顶尖支承的组合方式,通过三点定位原理消除自由度,避免加工中产生振动。夹紧机构则选用液压驱动或螺旋压板结构,既能提供均匀的夹持力,又能防止因局部应力过大导致工件变形。此外,夹具底座需与机床工作台精准适配,通过定位销与螺栓双重固定,确保重复装夹时的位置一致性。
工序卡的编制需结合工艺路线与设备参数,明确每道工序的操作步骤、切削用量及检验标准。例如,车削外圆时需标注主轴转速、进给量与背吃刀量,同时注明使用何种量具进行尺寸检测;磨削工序则需强调砂轮修整频率与冷却液流量,防止因加工参数不当导致表面烧伤。通过标准化文件指导生产,可显著缩短工艺准备时间,降低人为操作误差。
三维模型与CAD图纸的提供,为工艺验证与夹具装配提供了直观参考。通过三维建模可提前发现干涉问题,优化结构布局;二维图纸则详细标注尺寸公差与技术要求,为现场加工提供明确依据。两者结合使用,既能提升设计效率,又能减少试制阶段的返工率。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













