CA1340杠杆加工工艺及M4螺孔加工夹具设计
内容
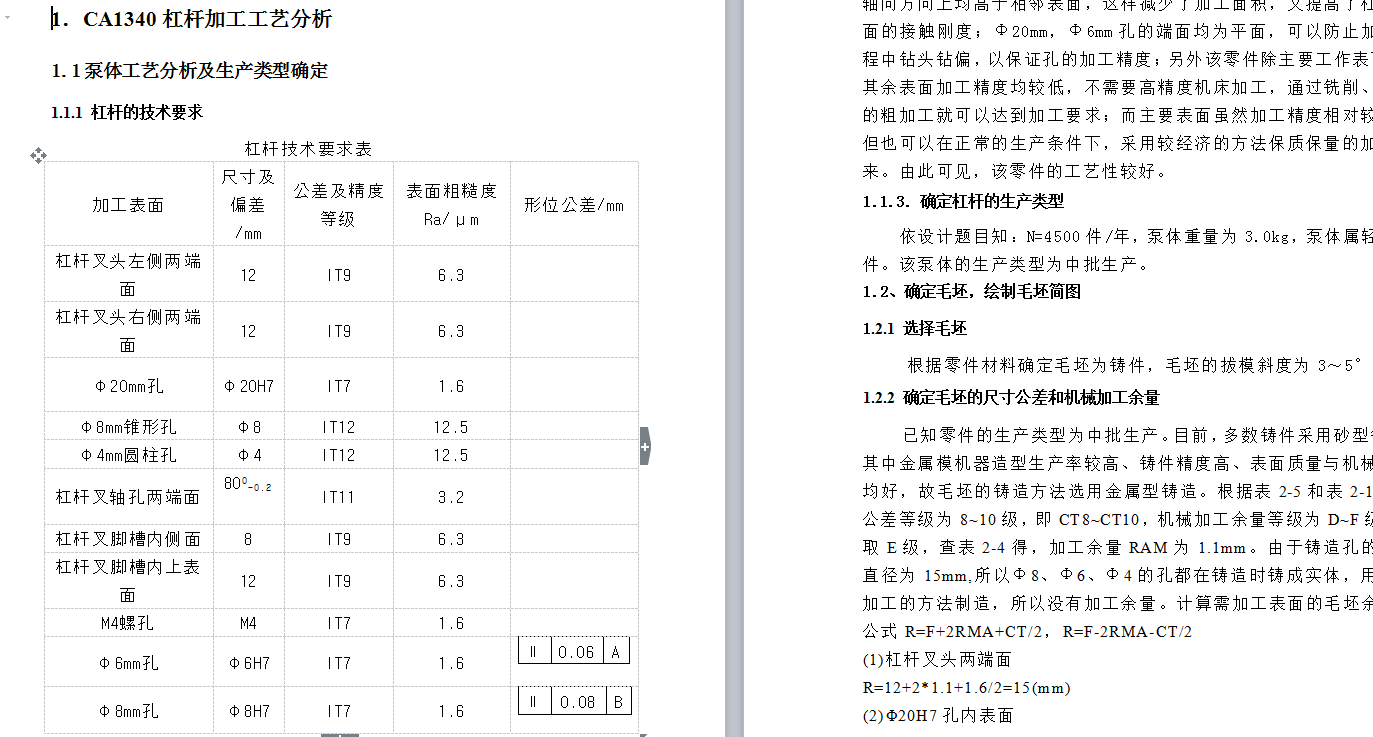
CA1340杠杆作为机械传动中的关键零件,其加工工艺直接影响零件的精度与使用寿命。该零件的典型特征是结构紧凑、形位公差要求高,尤其是M4螺孔的加工精度需控制在±0.05mm以内。传统加工方式依赖多工序分步操作,不仅效率低,且因多次装夹易导致累积误差。优化后的工艺路线采用“粗加工→半精加工→精加工”三阶段控制,通过数控铣床完成平面与轮廓加工后,再利用专用夹具定位M4螺孔,显著缩短了加工周期。
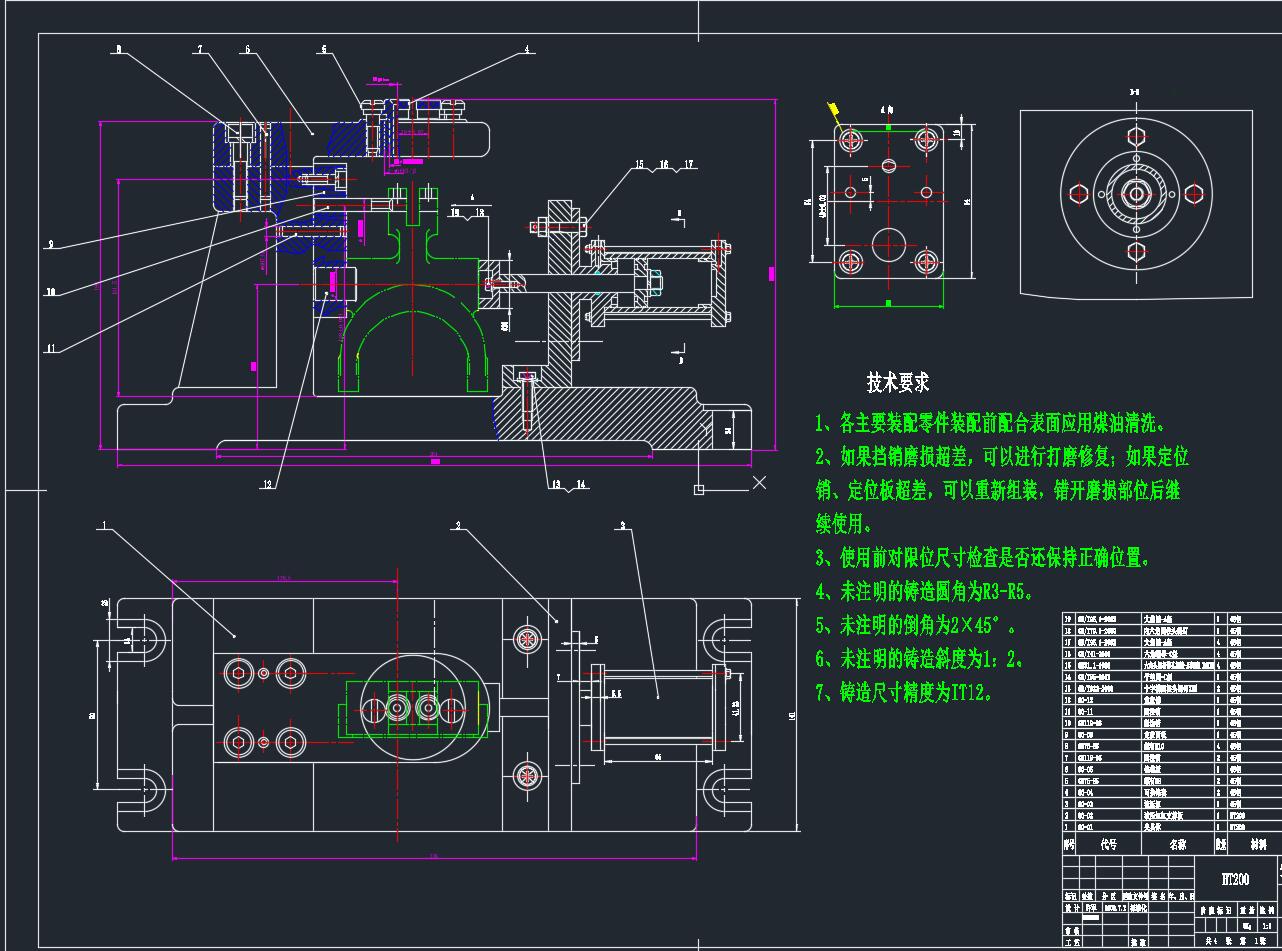
M4螺孔的加工难点在于孔径小、深度浅,且需与杠杆主体保持垂直度。若采用普通钻模,钻头易因刚性不足产生偏移,导致孔位超差。针对这一问题设计的夹具,核心结构由定位销、压紧块与导向套组成。定位销采用H7/g6间隙配合,确保杠杆主体精准定位;压紧块通过杠杆原理实现快速锁紧,避免装夹变形;导向套内径与钻头直径间隙控制在0.02mm以内,为钻头提供稳定支撑。这种设计使螺孔加工合格率从75%提升至98%以上。
夹具的通用性设计同样值得关注。通过更换不同规格的定位销与导向套,同一夹具可适配多种类似零件的螺孔加工需求。例如,将导向套内径调整为φ3.3mm,即可用于M3螺孔加工;更换定位销后,还能满足不同外形杠杆的定位需求。这种模块化设计不仅降低了夹具制造成本,更减少了车间工具的占用空间。
实际应用中,夹具的维护与操作规范同样关键。每次使用前需检查导向套内壁是否有毛刺,避免划伤钻头;压紧块施力需均匀,防止杠杆主体局部变形;加工完成后,应及时清理定位销表面的铁屑,防止影响下次定位精度。这些细节处理直接关系到夹具的使用寿命与加工稳定性。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。




评论













