831011拨叉加工夹具设计工艺卡
内容
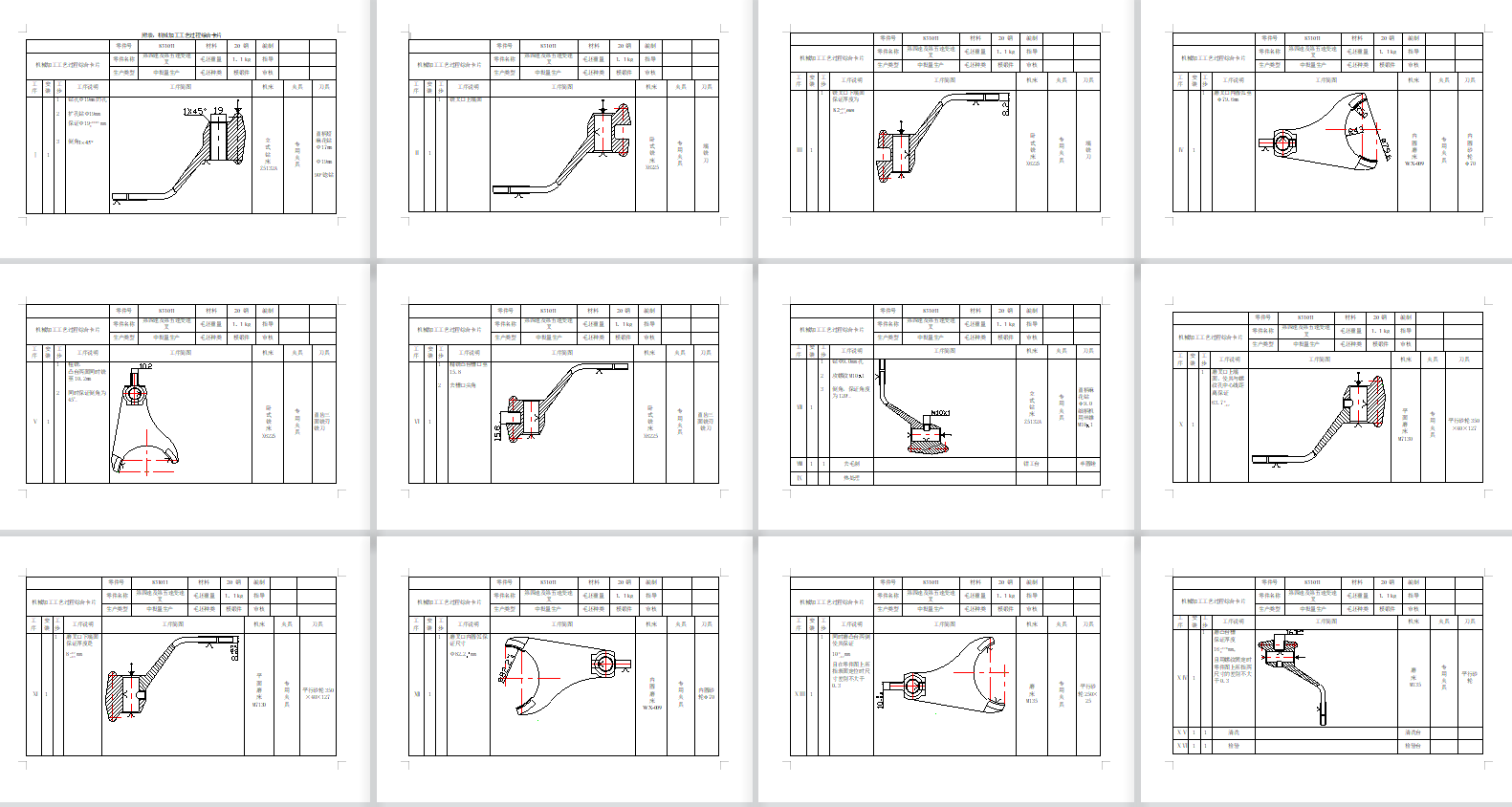
在机械加工领域,831011拨叉作为关键传动零件,其加工精度直接影响设备运行的稳定性。针对该零件的加工需求,专门设计的夹具工艺卡是保障加工质量的核心工具。它通过标准化流程将定位、夹紧、加工等环节串联,确保每道工序的参数可控,避免因操作差异导致尺寸偏差,为零件精度提供基础保障。
夹具的核心作用体现在三方面:其一,通过精准定位元件(如定位销、支撑面)固定拨叉的空间位置,消除加工中的振动与位移;其二,采用快速夹紧机构(如偏心轮、液压夹头)缩短装夹时间,提升加工效率;其三,针对拨叉的叉口、孔系等关键特征设计专用导向装置,保证刀具路径与理论设计完全吻合,减少人工调整误差。例如,叉口加工时,夹具的V型块可自动对中,避免因装夹偏斜导致两侧面不对称。
工艺卡的编制需严格遵循行业标准,从零件分析到夹具选型均需量化验证。针对拨叉的薄壁结构,夹具设计会采用浮动支撑技术,通过弹性元件分散夹紧力,防止零件变形;对于孔系加工,则通过钻套引导刀具,确保孔径与位置度符合图纸要求。此外,工艺卡还会明确夹具的维护周期,避免因元件磨损影响加工精度。
实际应用中,夹具工艺卡需与加工设备、刀具系统协同配合。例如,在数控铣床上加工拨叉轮廓时,工艺卡会标注夹具与工作台的固定方式,以及刀具的悬伸长度,防止因刚性不足引发振动。对于批量加工场景,工艺卡还会优化装夹顺序,通过模块化设计实现快速换型,显著缩短调整时间。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













