差速器行星齿轮机加工工艺及工序卡
内容
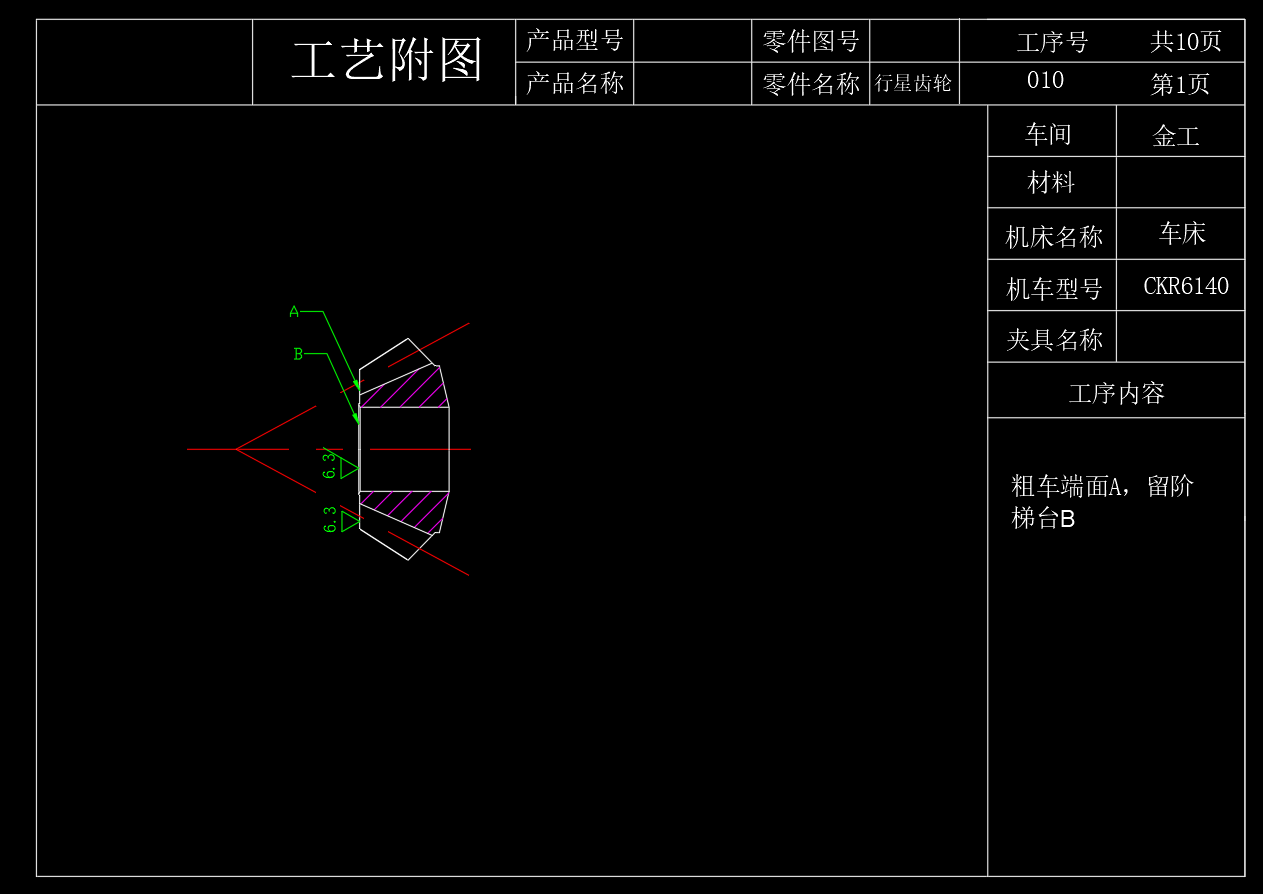
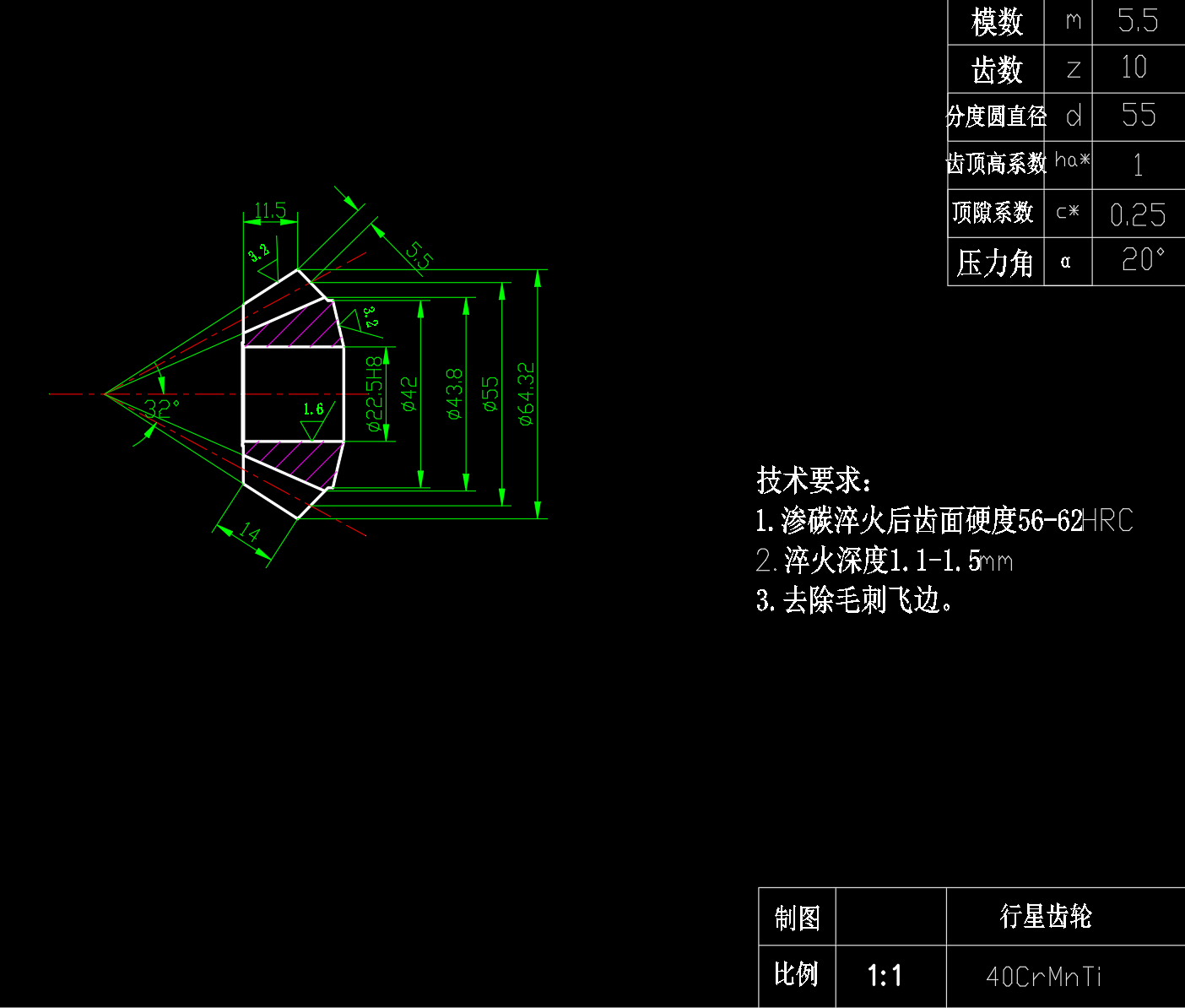
差速器行星齿轮是汽车传动系统的核心零件,负责在车辆转弯时调节左右车轮转速差,确保行驶平稳。其机加工工艺的精度直接影响整车操控性能,从毛坯锻造到最终热处理,每道工序都需严格把控。以齿形加工为例,需采用高精度滚齿机,通过多刀位联动控制齿距误差,确保齿轮啮合时传动平稳、噪音低。这一环节的刀具角度、切削速度参数需根据材料特性反复调试,避免出现齿面烧伤或根切现象。
行星齿轮的孔系加工是另一关键工序。内孔作为齿轮与行星架的装配基准,其圆柱度误差需控制在极小范围内。通常采用镗削与珩磨组合工艺,先通过粗镗去除余量,再用精镗保证尺寸精度,最后通过珩磨提高表面粗糙度。这一流程能显著提升孔壁的耐磨性,延长齿轮使用寿命。工序卡中会明确标注各步骤的公差范围,例如内孔直径公差通常为±0.01mm,需通过三坐标测量仪进行全检。
热处理环节对齿轮性能至关重要。渗碳淬火工艺能提升齿面硬度至HRC58-62,同时保持芯部韧性,防止断裂。淬火后需进行低温回火,消除内应力并稳定尺寸。这一过程需严格控制碳势、温度曲线及冷却速率,避免出现变形或裂纹。工序卡中会详细记录各阶段的温度参数与保温时间,确保热处理效果可追溯。
表面处理是最后一道防护工序。通过喷丸强化提高齿面疲劳强度,或采用磷化处理增强防锈能力。喷丸工艺需控制弹丸直径与喷射速度,避免过度冲击导致齿形变形。磷化处理则需精确控制酸洗时间与磷化液浓度,确保涂层均匀附着。
本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













