车床连接座零件的机械加工工艺规程及工装设计【钻3-φ7孔】(设计说明书 CAD图纸 开题报告 工序卡 外文翻译)
内容
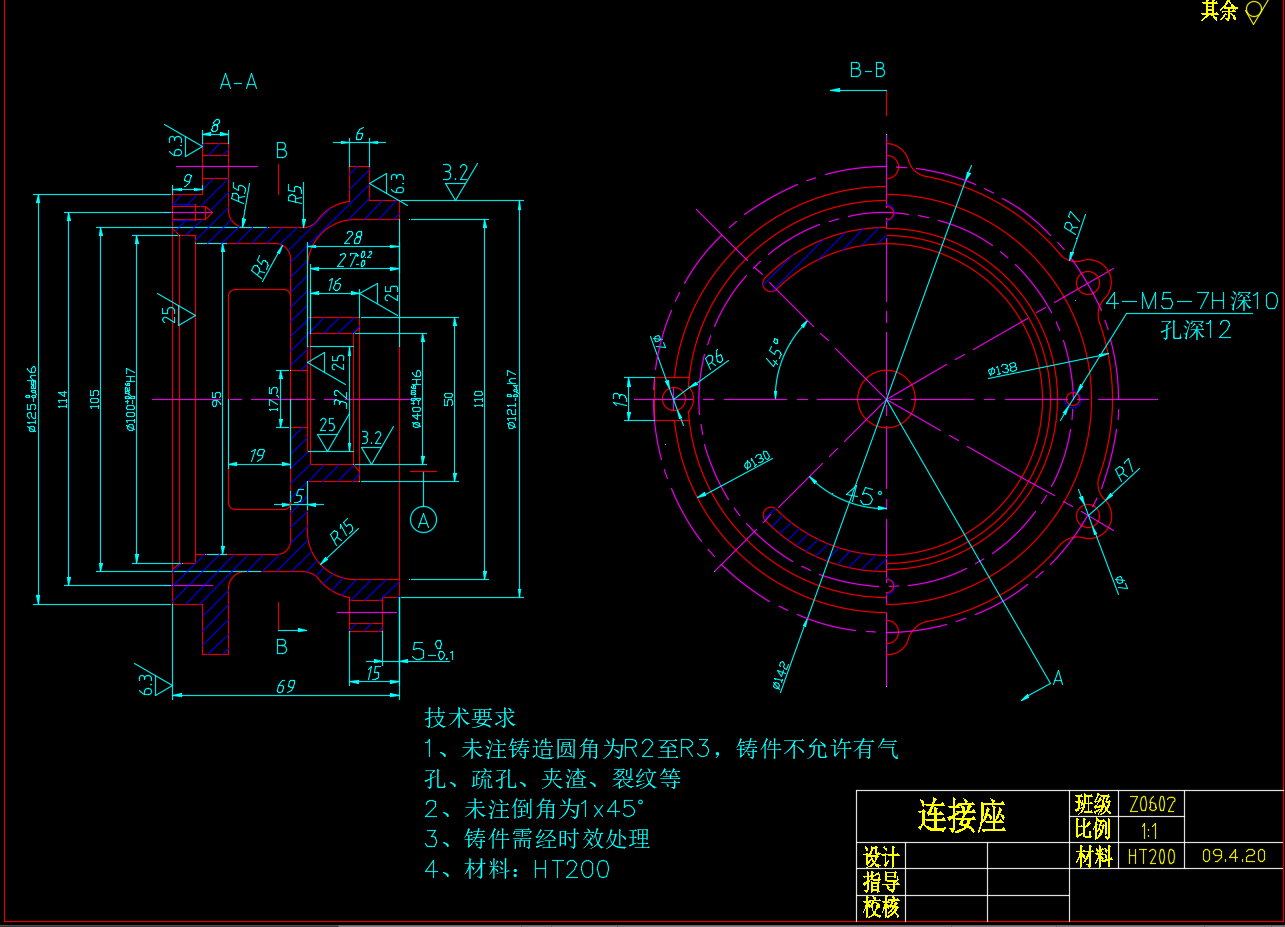
车床连接座作为机械传动系统中的关键部件,其加工质量直接影响设备运行的稳定性。其中“钻3-φ7孔”工序是连接座功能实现的核心环节,需通过精密的机械加工工艺规程与配套工装设计,确保孔系位置精度、表面粗糙度及孔径一致性达到设计要求。该工序的加工难点在于多孔位空间布局的协调性,以及薄壁结构下钻孔易引发的变形问题,需通过科学的工艺编排与专用夹具设计加以解决。
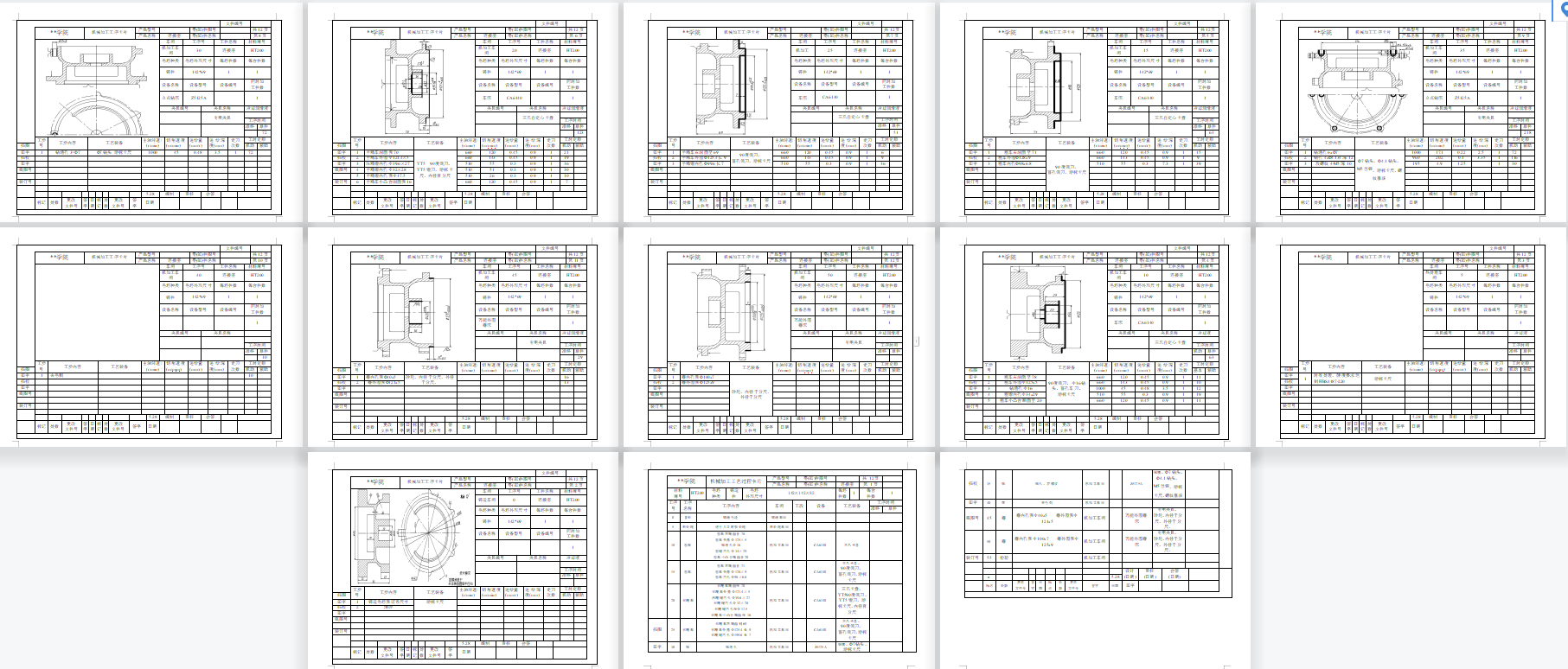
机械加工工艺规程的制定需遵循“基准统一、工序集中”原则。首先以连接座底面为定位基准,通过一次装夹完成粗铣、半精铣等预加工工序,为后续钻孔提供稳定的形位基准。钻孔阶段采用“钻-扩-铰”复合工艺,先以小直径钻头预钻导向孔,再逐步扩大至φ7尺寸,最后通过铰刀精修达到表面粗糙度要求。工序卡中需明确标注各工步的转速、进给量及切削液类型,例如钻孔时主轴转速建议控制在合理范围,进给量根据材料硬度动态调整,以平衡加工效率与刀具寿命。
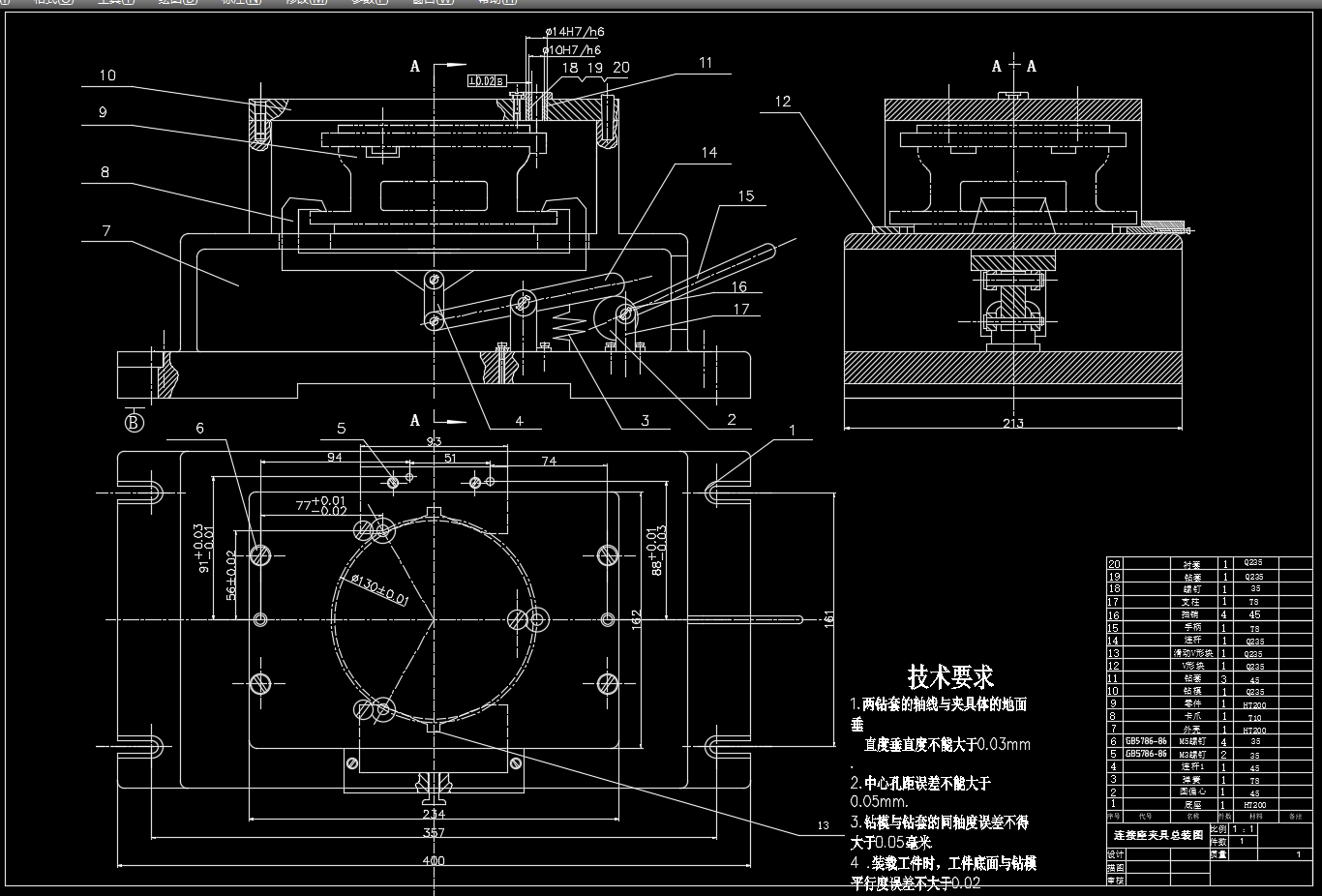
工装设计的核心在于解决多孔位定位难题。针对3-φ7孔的空间分布特征,可设计专用钻模,采用“一面两销”定位方式:以底面为基准面,配合两个圆柱销限制六个自由度,确保每次装夹的重复定位精度。钻套内径按φ7孔公差带下限配制,外径与模板过盈配合,防止钻孔过程中钻套偏移。对于薄壁结构,可在夹具中增加辅助支撑点,通过增大接触面积分散切削力,有效抑制加工变形。
开题报告需重点论证工艺方案的可行性,通过对比传统分序加工与工序集中加工的优劣,说明复合工艺在缩短辅助时间、减少装夹误差方面的优势。外文翻译部分可选取国际权威期刊中关于“多孔位精密加工”的文献,重点提炼定位误差补偿、切削参数优化等关键技术点,为本土化设计提供理论支撑。CAD图纸则需完整呈现零件三维模型、工序卡及工装装配图,通过爆炸视图清晰展示各部件配合关系。
本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













