纵轴套零件的工艺规程及钻、攻6-M5-7H螺纹的工装夹具设计(设计说明书+CAD图纸+工序卡+过程卡)
内容
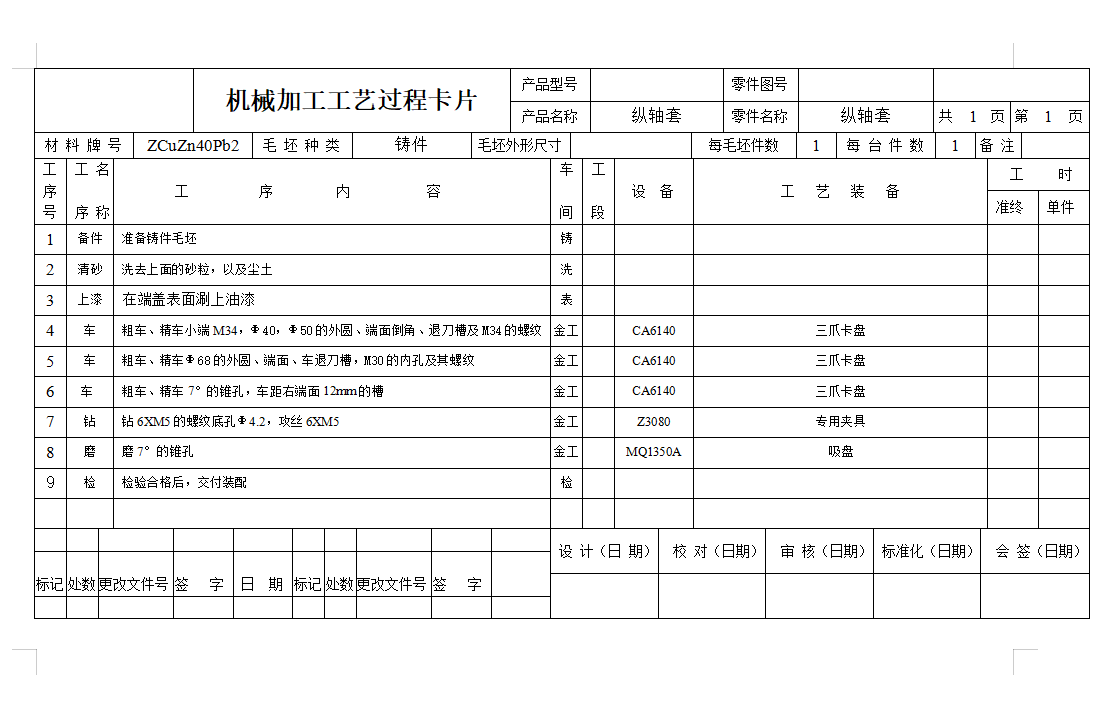
纵轴套零件作为机械传动系统中的关键部件,其加工质量直接影响设备运行的稳定性。设计合理的工艺规程与专用工装夹具,是确保零件加工精度、提升生产效率的核心环节。本文围绕纵轴套零件的工艺设计展开,重点解析钻、攻6-M5-7H螺纹的工装方案,通过标准化流程与模块化设计,为同类零件加工提供可复用的实用资料。
工艺规程是零件加工的“路线图”,需综合考虑材料特性、设备能力与精度要求。纵轴套通常采用调质处理的中碳钢,其硬度与韧性平衡特性对切削参数提出严格要求。针对螺纹加工环节,需优先安排钻孔工序,通过粗镗、精镗两步走策略控制孔径公差,再采用刚性攻丝工艺确保螺纹深度与牙型精度。工序卡中明确标注了各工步的刀具类型、切削速度及进给量,过程卡则通过流程图形式呈现加工顺序与检验节点,形成闭环质量控制体系。
&sp;工装夹具设计聚焦于定位与夹紧的可靠性。针对纵轴套的圆柱形结构,采用V型块与端面挡板组合定位方案,通过三点接触消除自由度,配合液压快速夹紧装置,既保证装夹效率又避免工件变形。螺纹加工工装集成导向套与浮动攻丝头,导向套内径与钻头直径保持0.01mm间隙,浮动结构可自动补偿攻丝轴线偏差,显著提升螺纹同轴度。CAD图纸中详细标注了夹具各部件的装配关系与关键尺寸公差,为实际加工提供可视化指导。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。





评论













