支架零件的工艺规程及钻6-Φ17孔的钻床夹具设计
内容
支架零件作为机械系统中的关键承力部件,其加工质量直接影响整机性能。工艺规程的制定需围绕零件结构特征展开,通过工序集中与分散的合理分配,明确各加工阶段的精度要求。例如,粗加工阶段需优先去除大量余量,为后续精加工预留稳定基准;精加工阶段则需通过多工位复合加工,确保形位公差控制在允许范围内。这种分阶段加工策略既能提高材料利用率,又能有效控制加工变形,为零件尺寸稳定性提供保障。
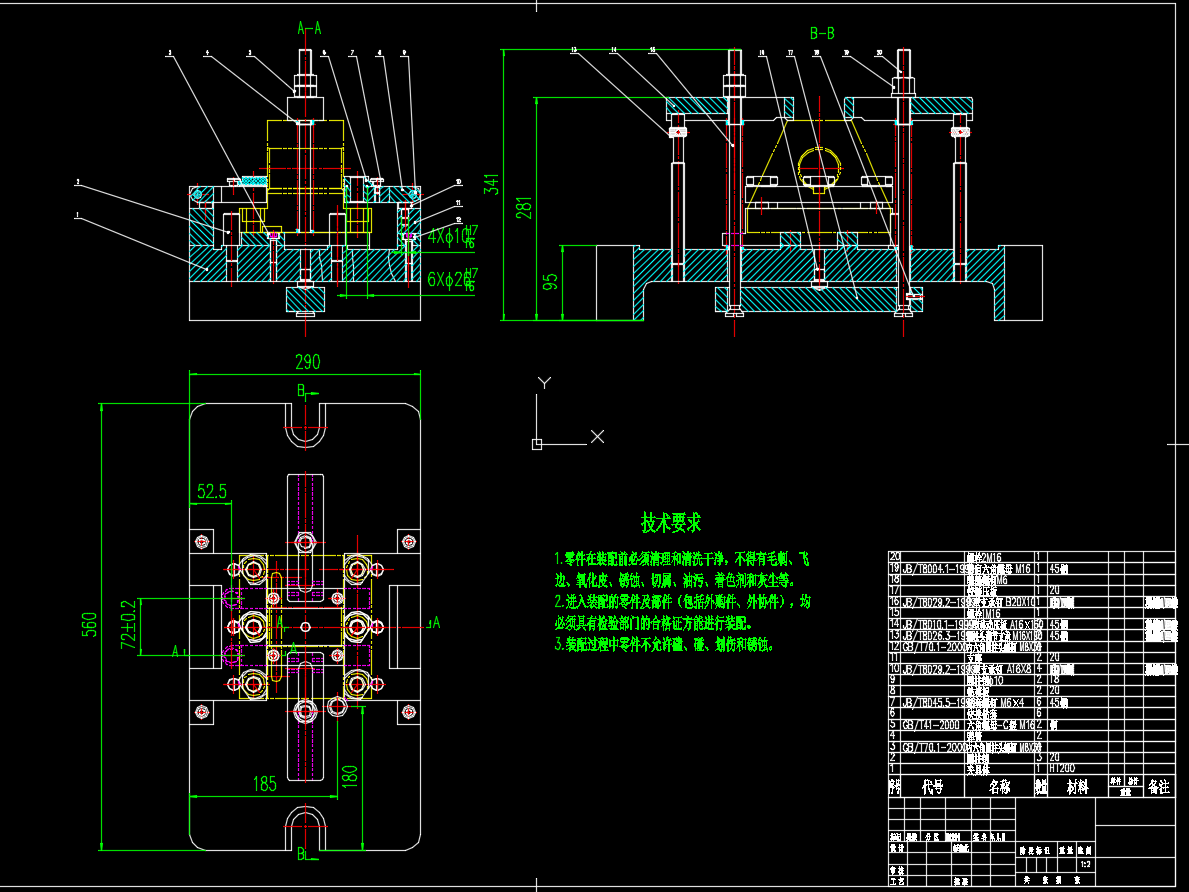
钻6-Φ17孔的工序是支架加工的核心环节,其定位精度直接影响装配质量。专用钻床夹具的设计需遵循"六点定位"原则,通过合理布置定位元件限制零件自由度。例如,采用一面两销定位方式,可同时约束五个自由度,剩余一个转动自由度通过夹紧装置消除。夹紧力的作用点应选在刚度较高的区域,方向与切削力方向一致,以避免加工过程中产生振动或位移。这种设计能显著提升孔系的位置精度,减少人工找正时间。
夹具结构优化需兼顾操作便捷性与维护成本。导向装置的设计尤为关键,通过在钻套内孔与刀具间设置合理间隙,既能保证刀具顺利进给,又能抑制切削振动。对于批量加工场景,可考虑采用快换钻套结构,通过弹性卡簧实现钻套快速更换,显著缩短辅助时间。此外,夹具底座与机床工作台的连接方式需确保足够刚性,避免加工过程中因夹具变形导致孔径超差。
工艺规程与夹具设计的协同优化是提升加工效率的关键。通过模拟加工路径验证工序合理性,可提前发现干涉风险并调整加工顺序。例如,将钻孔工序安排在铣削之后,可利用铣削平面作为定位基准,减少基准转换误差。这种系统性设计思维能显著缩短工艺准备周期,同时降低因反复调试产生的成本浪费。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













