支承套零件加工工艺编程及夹具(论文+图纸)
内容
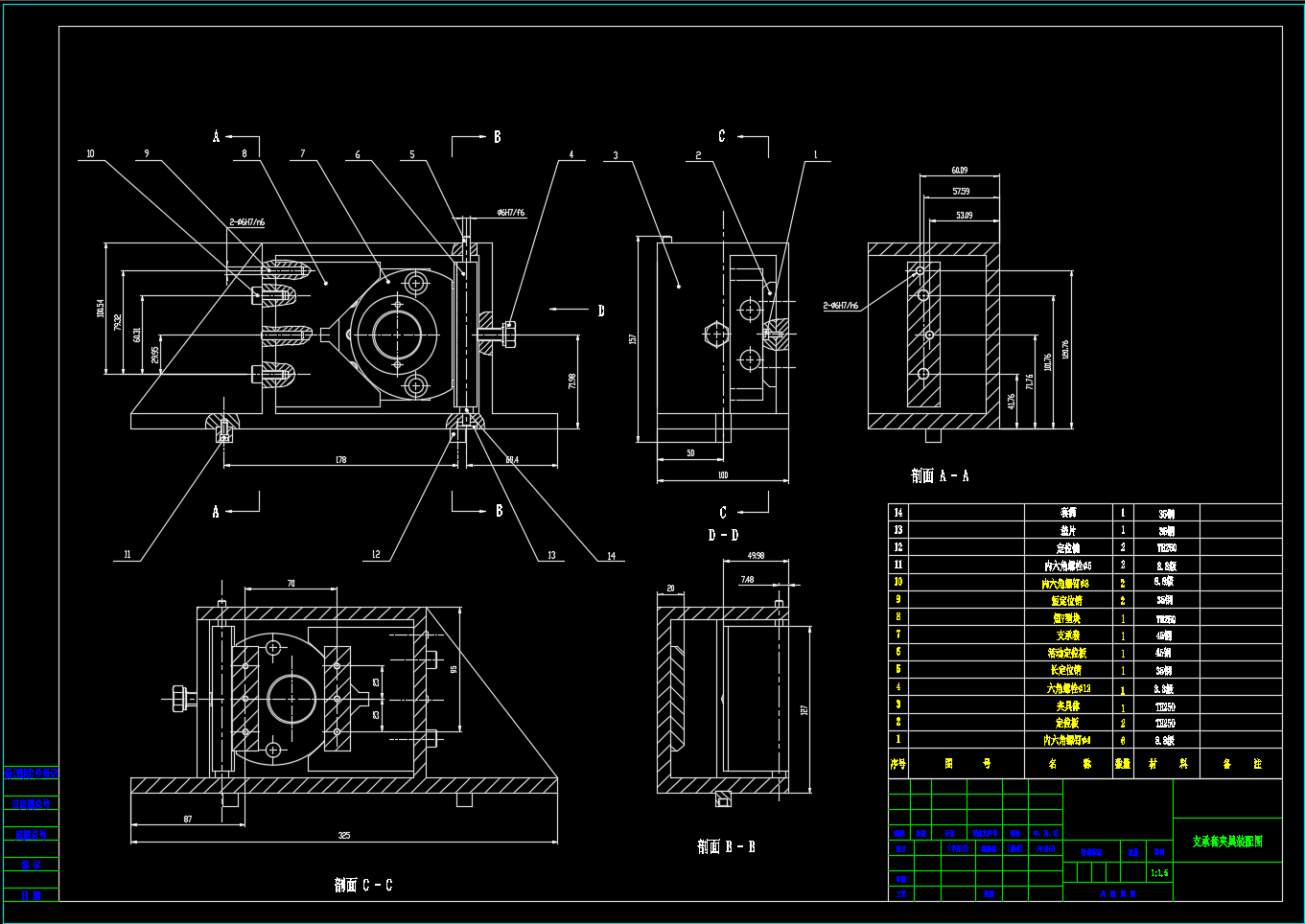
支承套作为机械传动系统中的关键零件,其加工精度直接影响设备运行的稳定性与寿命。在传统加工模式下,工序分散、定位误差累积等问题常导致零件合格率波动,而专用夹具的设计与数控编程技术的结合,为解决这一难题提供了有效路径。通过系统分析支承套的结构特征,可将其加工流程拆解为粗车、精车、钻孔、铣槽等核心工序,并针对每个工序的定位基准、切削参数进行优化设计,确保各表面加工精度满足设计要求。
夹具设计是保障加工精度的核心环节。针对支承套内孔与外圆的同轴度要求,可采用“一面两销”定位方案:以零件端面为基准面,配合短圆柱销与菱形销限制自由度,避免重复定位误差;夹紧机构则选用液压驱动的杠杆式结构,通过均匀分布的夹紧点实现工件受力平衡,防止加工过程中因振动导致的形位公差超差。此外,夹具本体需采用高强度铸铁材料,经时效处理消除内应力,确保长期使用不变形。
数控编程需紧密结合夹具定位特征。在粗加工阶段,通过G71循环指令实现快速材料去除,同时预留0.5mm的精加工余量;精加工时采用G76螺纹循环与G02/G03圆弧插补指令,确保内孔表面粗糙度达到Ra1.6μm。对于槽加工工序,需根据夹具定位销位置调整刀具路径,避免干涉的同时保证槽宽尺寸精度。通过模拟加工轨迹验证程序逻辑,可显著缩短调试时间,提升加工效率。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。


评论













