制定变速器换挡叉的加工工艺
内容
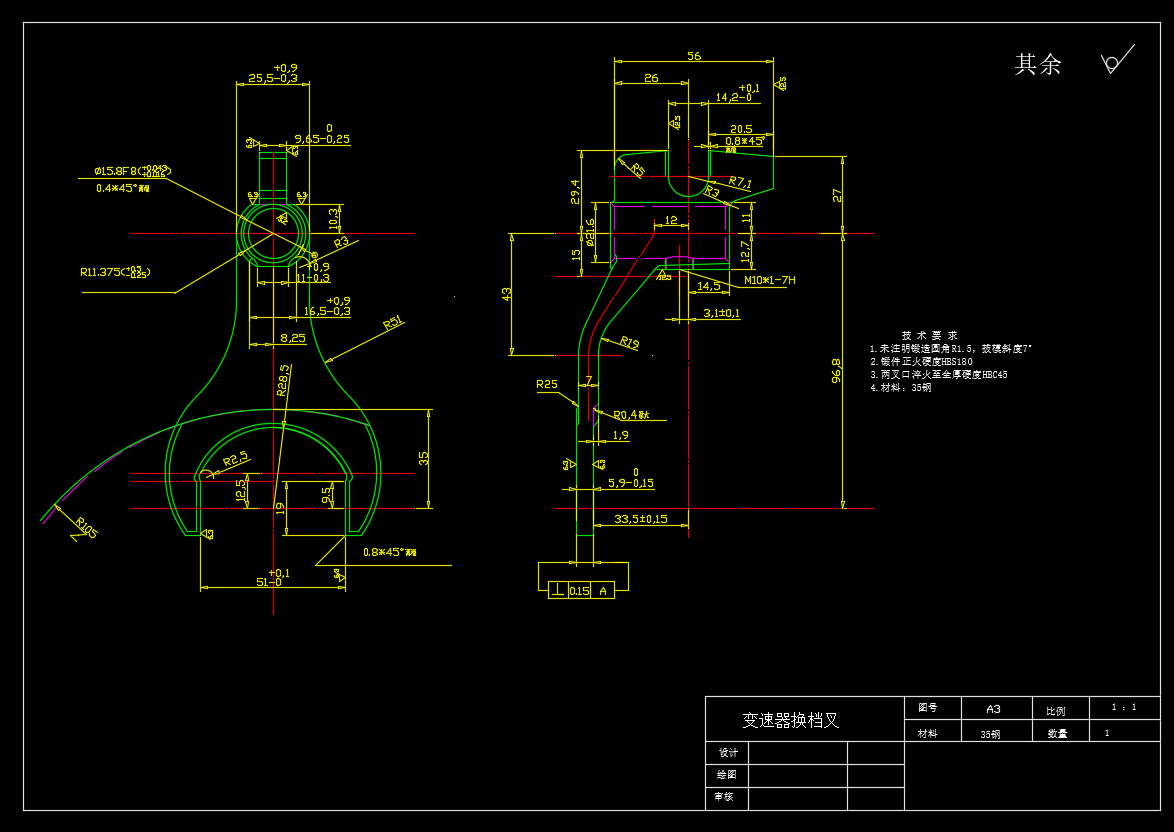
变速器换挡叉是汽车传动系统的关键零件,主要作用是传递换挡操作力,确保齿轮精准啮合。它的结构看似简单,却需要同时满足高强度、耐磨性和抗疲劳性要求。在换挡过程中,叉轴与拨叉的配合精度直接影响换挡平顺性,若加工精度不足,可能导致换挡卡滞甚至齿轮损坏。因此,制定科学合理的加工工艺是保障变速器性能的核心环节。
材料选择是加工工艺的基础。换挡叉通常采用中碳合金钢,这类材料兼具良好的热处理响应性和机械性能。加工前需对毛坯进行预处理,通过正火或调质处理消除内应力,优化组织结构,为后续精加工提供稳定的基础。这一步骤虽不直接参与成型,但能显著提升零件的加工稳定性和使用寿命。
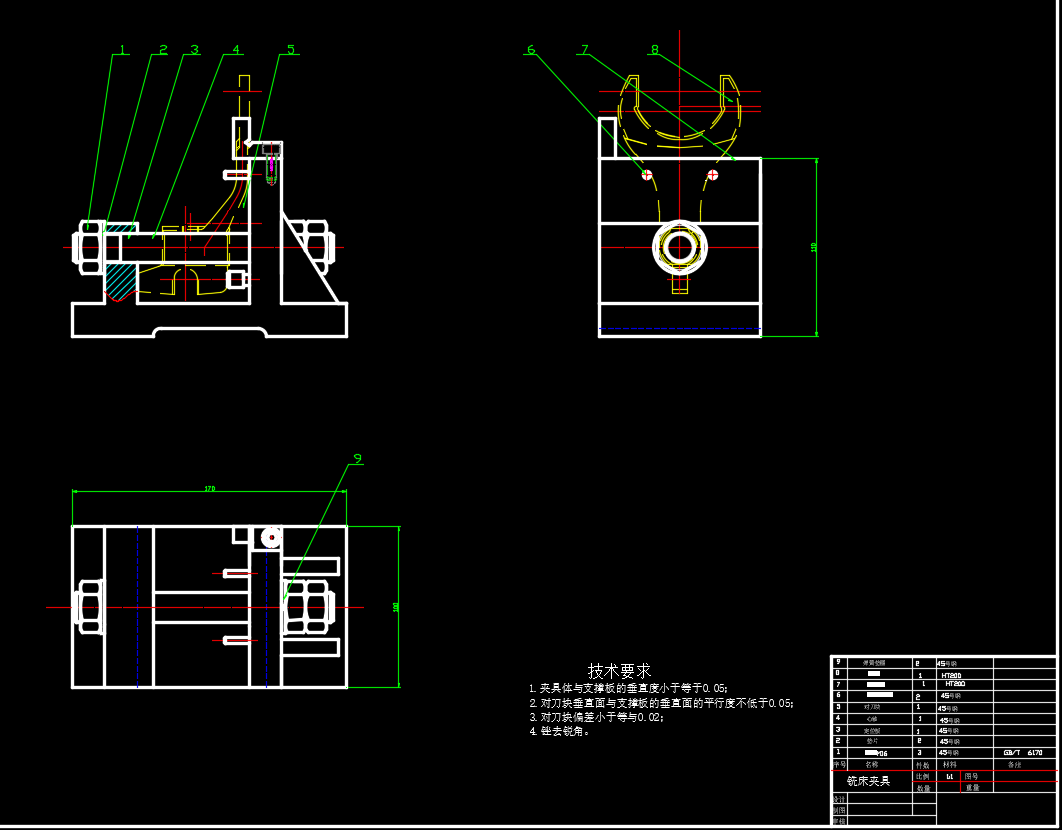
粗加工阶段需优先保证形状精度。通过车削、铣削等工艺去除大部分余量,形成叉轴、拨叉头等基本轮廓。此时需严格控制切削参数,避免因切削力过大导致零件变形。半精加工则侧重于尺寸精度,通过数控铣床或加工中心完成关键部位的成型,同时预留适当的精加工余量。这一阶段的精度直接影响最终装配效果,需采用高刚性刀具和精密夹具保障重复定位精度。
精加工是工艺的核心环节。叉轴孔的镗削需采用浮动镗刀,通过微调补偿刀具磨损,确保孔径公差在极小范围内波动。拨叉头的表面粗糙度要求极高,通常采用磨削或抛光工艺,以降低摩擦系数,提升换挡手感。热处理作为最终强化手段,通过淬火+低温回火使表面硬度达到HRC50以上,同时保持心部韧性,避免脆性断裂风险。
表面处理是提升零件可靠性的最后一道防线。通过发黑或磷化处理形成防护层,隔绝腐蚀介质,延长使用寿命。对于高端车型,还会采用镀硬铬工艺,进一步提升表面硬度和耐磨性。所有工序完成后需进行三坐标测量,验证关键尺寸是否符合设计要求,确保每个零件都能稳定传递换挡力。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













