准干式深孔加工排屑装置(论文+CAD图纸)
内容
在深孔加工领域,排屑难题一直是制约加工效率与质量的关键因素。传统湿式加工依赖大量切削液冲刷切屑,不仅增加成本,还易造成环境污染;干式加工虽无切削液困扰,但切屑堆积易划伤工件表面,甚至引发刀具折断。准干式深孔加工排屑装置的出现,为这一矛盾提供了创新解决方案——通过精准控制微量切削液与压缩空气的混合比例,形成气液两相流,在保证润滑冷却效果的同时,利用高压气流将切屑快速吹离加工区域,实现高效排屑与环保加工的平衡。
该装置的核心作用体现在三方面:其一,优化切屑形态。气液混合流能改变切屑的卷曲方式,使其形成更易排出的短节状或螺旋状,避免长切屑缠绕刀具;其二,提升排屑速度。压缩空气的推动力使切屑以更高速度沿排屑通道移动,减少在孔内的停留时间,防止二次切削;其三,降低加工热影响。微量切削液可精准覆盖刀具与工件接触区,有效吸收加工产生的热量,避免因高温导致的工件变形或刀具磨损。
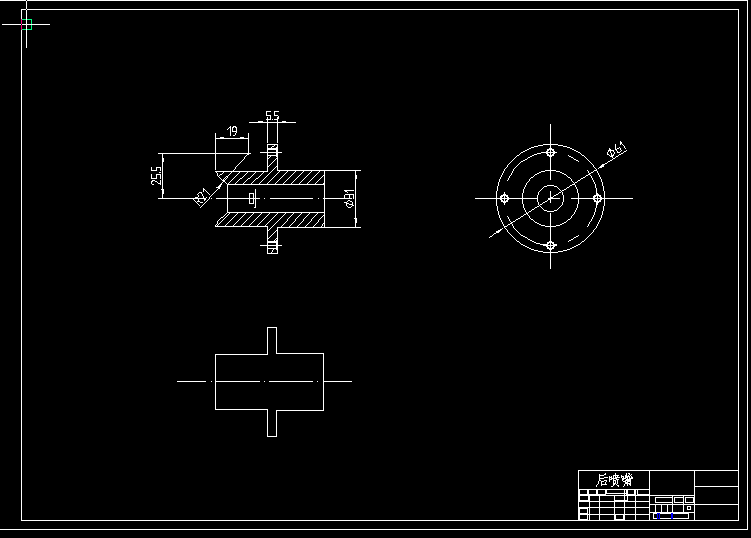
从结构设计看,装置通常由供液系统、供气系统、混合腔及排屑通道组成。供液系统通过精密泵体控制切削液流量,供气系统则利用空气压缩机提供稳定气压,两者在混合腔内充分混合后,经喷嘴以特定角度喷入加工区。排屑通道采用渐缩式设计,利用气流速度增大的原理,进一步加速切屑排出。配套的CAD图纸可清晰展示各部件的装配关系与尺寸比例,为实际安装与调试提供直观参考。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。





评论













