工艺-曲轴箱零件加工工艺及夹具设计
内容
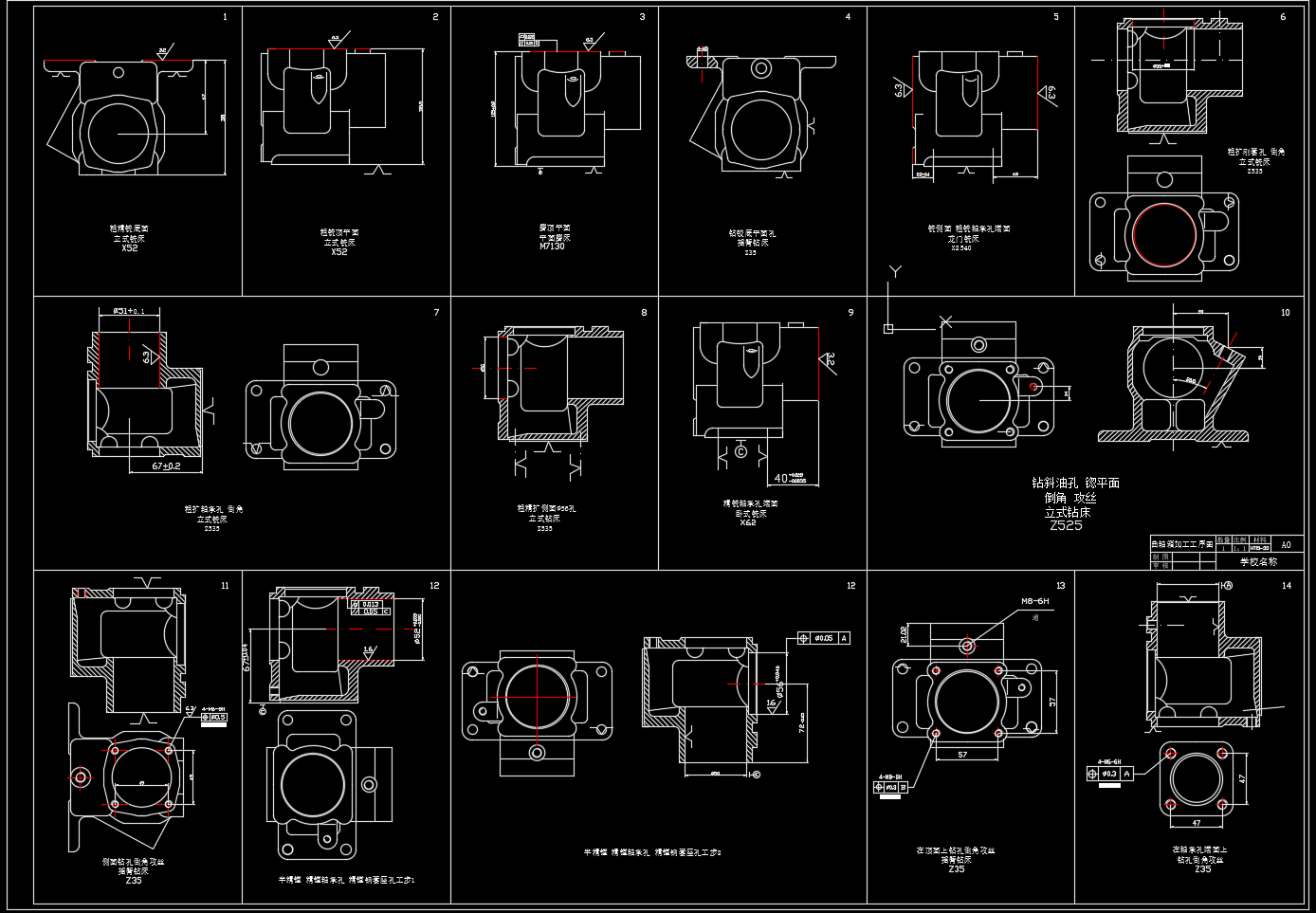
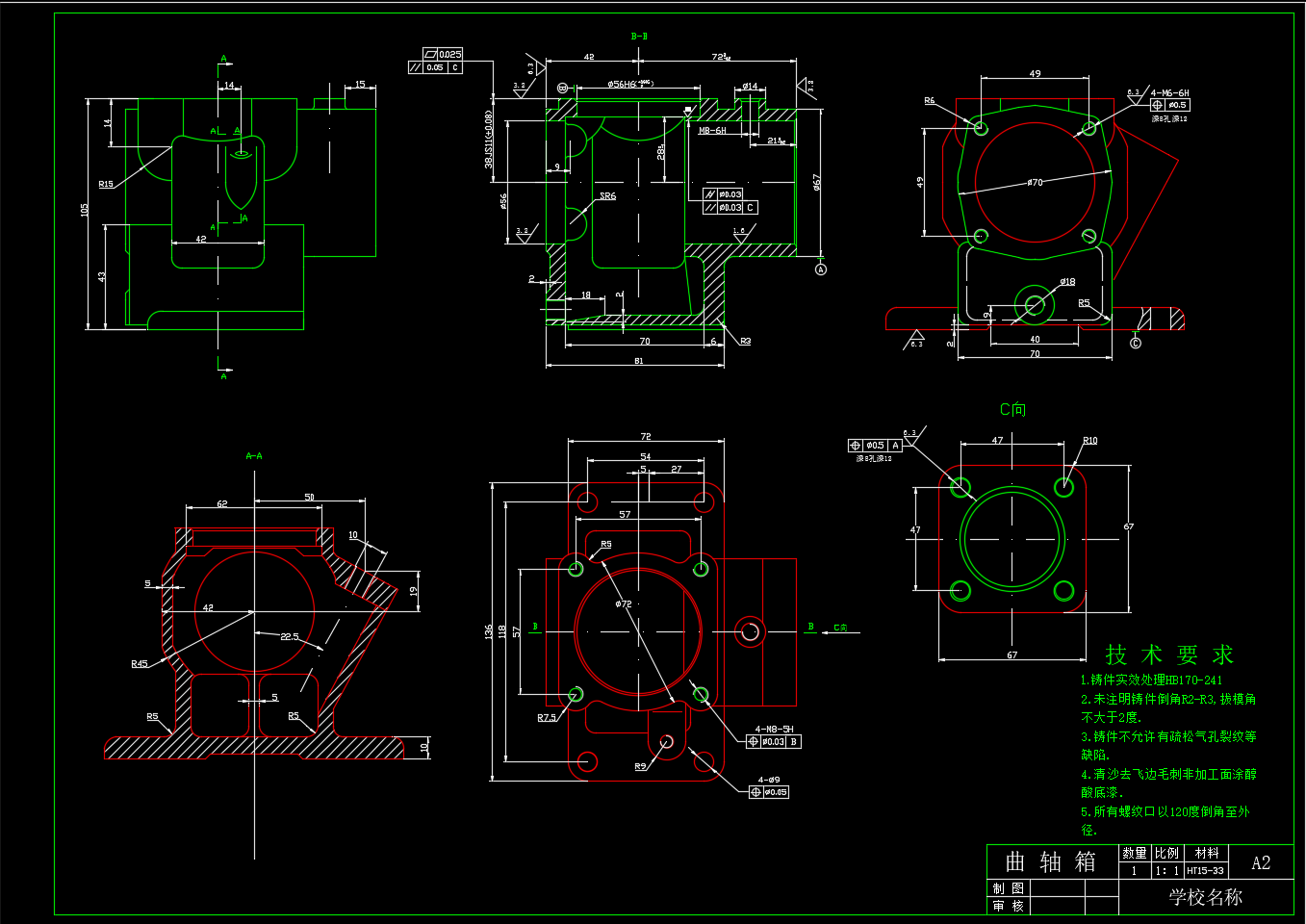
曲轴箱作为发动机的核心部件,其加工精度直接影响整机性能与可靠性。零件加工工艺需围绕形位公差控制、表面质量提升及材料特性适配展开。例如,针对箱体类零件的深腔结构,通常采用分步铣削策略,先粗加工去除大量余量,再通过半精加工与精加工逐步修正形位误差,最终通过抛光或珩磨工序提升表面粗糙度。夹具设计则需兼顾定位稳定性与装夹便捷性,通过“一面两销”定位基准体系确保箱体各孔系的空间位置精度,同时采用液压或气动夹紧机构减少人工干预,避免因装夹变形导致的尺寸超差。
工艺路线规划需统筹考虑加工效率与质量风险。对于曲轴箱上的关键孔系,如主轴承孔与缸孔,需优先安排加工顺序并采用高精度机床完成。例如,主轴承孔的加工常采用“粗镗-半精镗-精镗-珩磨”四步法,每道工序间设置中间检测环节,通过三坐标测量仪实时反馈形位误差数据,为后续工序参数调整提供依据。夹具设计方面,针对箱体结构复杂的特点,可采用模块化设计思路,将定位元件、夹紧元件与基座分离,通过快速更换模块适应不同型号曲轴箱的加工需求,显著缩短夹具准备周期。
质量控制是工艺与夹具设计的核心目标。通过在关键工序设置在线检测装置,如激光干涉仪监测主轴回转精度、红外测温仪控制切削温度,可实时预防加工偏差。夹具设计则需融入防错机制,例如在定位销上设置倒角引导结构,避免因装夹方向错误导致零件报废。此外,工艺文件需明确各工序的刀具磨损标准与换刀周期,结合切削力监测系统实现刀具状态的动态评估,确保加工过程稳定性。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













