阀体加工工艺及钻M18底孔夹具装配,说明书及零件图
内容
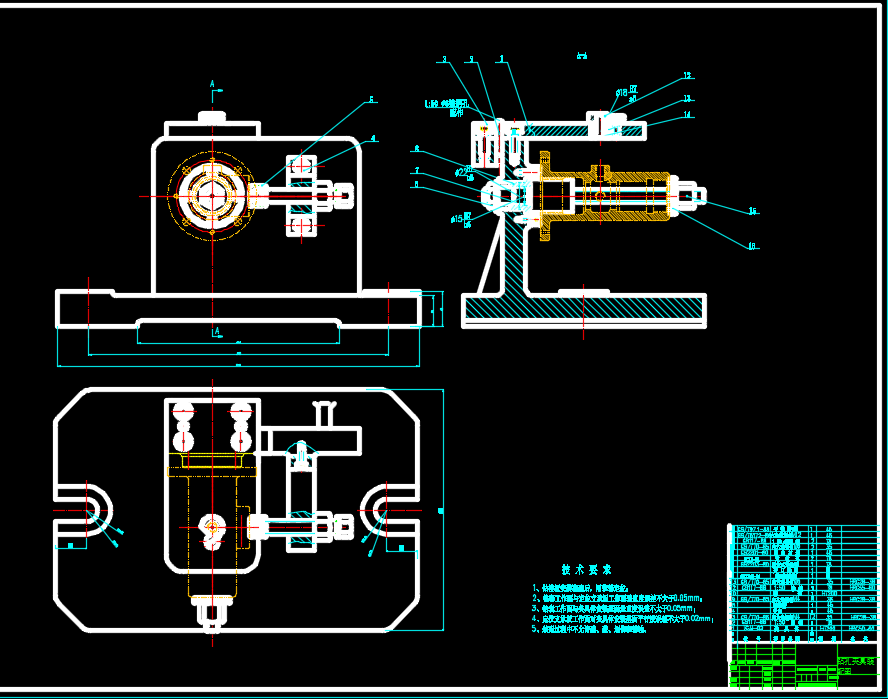
阀体作为流体控制系统的核心部件,其加工精度直接影响设备运行的稳定性与安全性。阀体加工工艺需兼顾材料特性与功能需求,通常采用铸造或锻造获取毛坯,经粗加工去除余量后,通过精加工确保各孔系、型腔的尺寸精度与位置精度。其中,M18底孔的加工是关键环节,需通过钻削、铰削等多道工序控制孔径公差与表面粗糙度,同时避免因切削力导致的变形或位置偏移。工艺设计需综合考量刀具选型、切削参数及冷却方式,以平衡加工效率与质量稳定性,为后续螺纹加工提供可靠基准。
钻M18底孔夹具的设计需以“定位精准、夹紧可靠、操作便捷”为核心原则。定位元件通常采用“一面两销”结构,通过底面限制三个自由度,两个圆柱销分别限制两个旋转自由度,确保阀体在加工过程中位置唯一。夹紧机构多选用螺旋压板或液压夹紧方式,通过均匀分布的夹紧力避免工件变形,同时预留足够的操作空间便于装卸。导向装置的设计尤为关键,需根据钻头直径与加工深度配置可调式钻套,既保证钻头轴线与底孔中心线的重合度,又可适应不同批次工件的尺寸波动,显著缩短调试时间并提升重复定位精度。
夹具装配环节需严格遵循工艺文件要求,确保各部件的配合间隙与安装顺序符合设计规范。定位销与销孔的配合需控制在H7/g6精度等级,避免因间隙过大导致定位误差;钻套与衬套的间隙需根据钻头直径动态调整,防止切屑堵塞或钻头偏摆。装配完成后需进行空载与负载测试,验证夹具的刚性与稳定性,同时通过试加工件检测底孔的尺寸精度与形位公差,对偏差超差部位进行微调优化。通过系统化的装配流程,可显著提升夹具的可靠性与使用寿命,为阀体加工的批量实施提供保障。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。



评论













