调速杠杆零件的机械加工工艺规程及工艺装备课程设计
内容
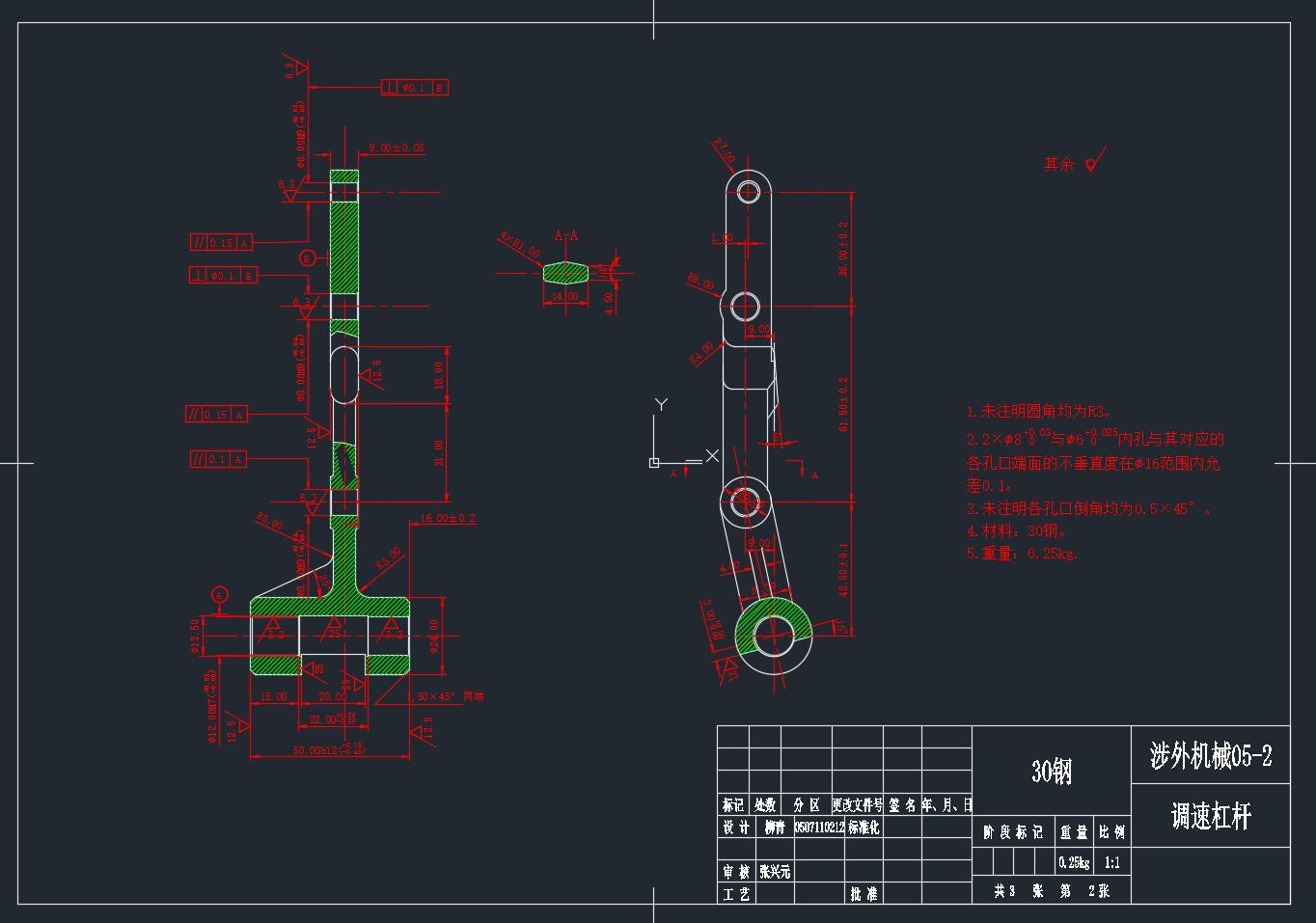
调速杠杆作为机械传动系统中的关键零件,其机械加工工艺规程的制定直接影响零件的精度与性能。该零件通常需通过多道工序实现尺寸控制与形位公差要求,包括车削、铣削、钻孔及磨削等典型加工方法。工艺规程的核心作用在于规范加工流程,明确各工序的加工内容、设备选用及质量检验标准,确保零件在批量加工中保持一致性。例如,车削工序需优先保证轴向尺寸精度,而铣削则需控制平面度与表面粗糙度,二者需通过合理的工序顺序衔接,避免因基准不统一导致误差累积。
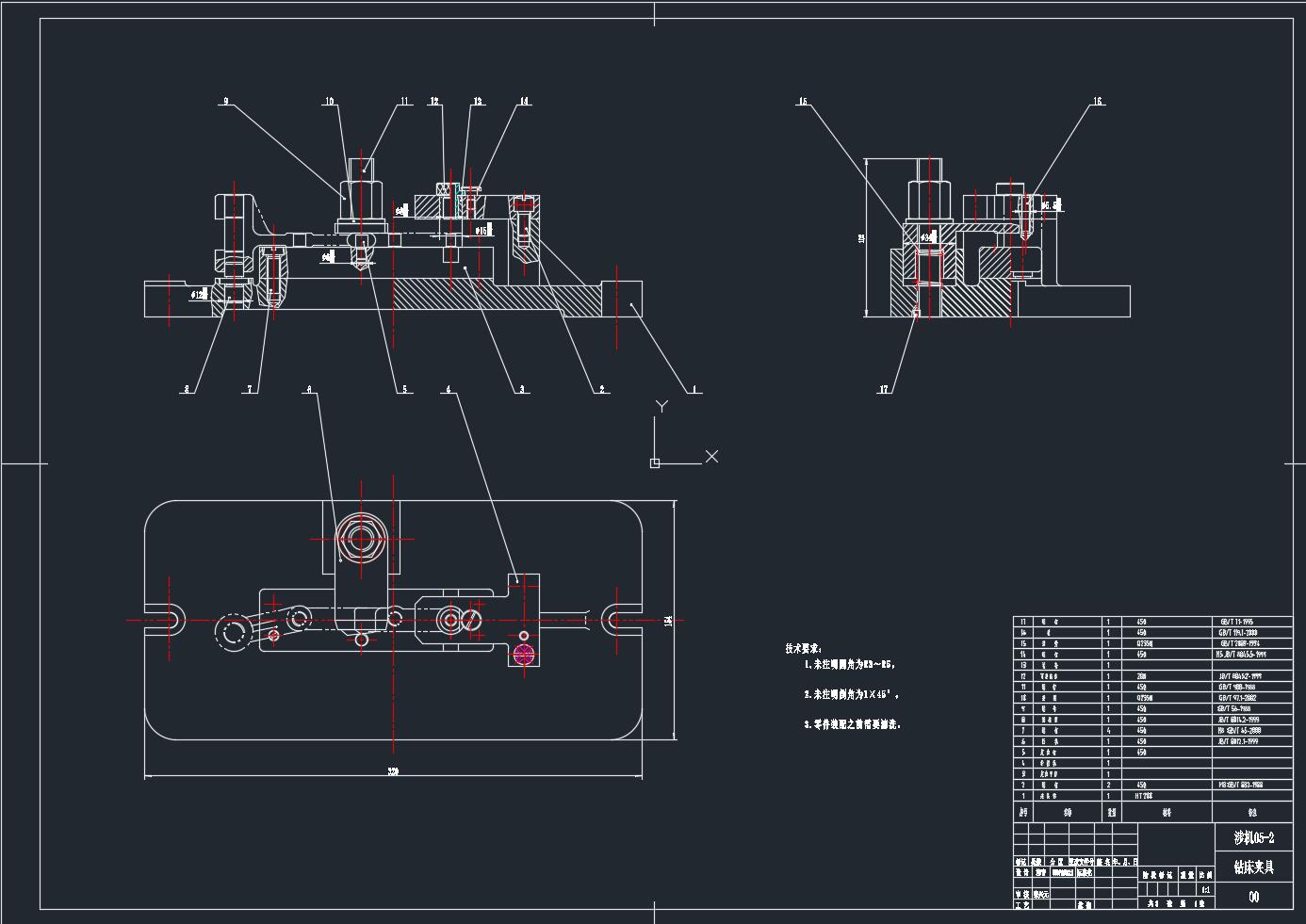
工艺装备的选择是保障加工质量的关键环节。夹具设计需兼顾定位精度与装夹效率,例如采用“一面两销”定位方式可有效限制零件的六个自由度,避免加工过程中产生振动或位移;刀具材质与几何参数需根据材料特性匹配,如加工高硬度合金时需选用硬质合金刀具并优化前角参数;量具则需覆盖从粗加工到精加工的全过程检测需求,游标卡尺、千分尺及百分表等工具的合理搭配能显著提升检测效率。此外,工艺装备的标准化设计可降低重复开发成本,提升不同批次零件的互换性。
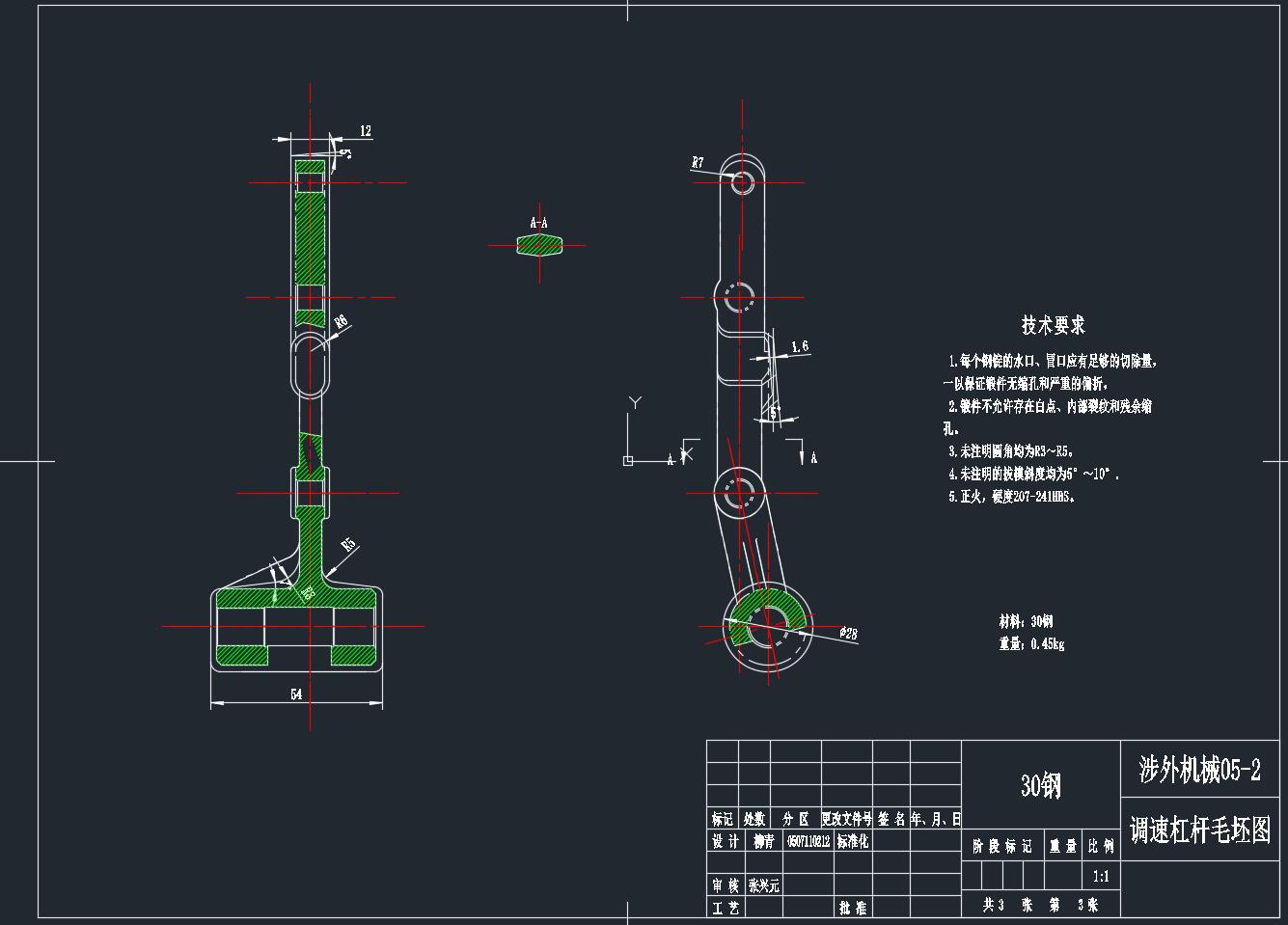
工艺路线优化需平衡效率与成本。通过工序集中原则减少装夹次数,可显著缩短辅助时间并降低人为误差风险;而工序分散则适用于高精度要求的复杂零件,通过分步加工逐步逼近最终尺寸。例如,调速杠杆的孔系加工可采用“先粗后精”策略,先通过钻削去除大部分余量,再通过铰削或磨削保证孔径精度与表面质量。同时,热处理工序的合理插入能消除加工应力,提升材料力学性能,但需注意工序间的时间间隔控制,避免因时效不足导致变形超差。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













