端盖零件的工艺规程及钻Φ16H7孔的工装夹具设计
内容
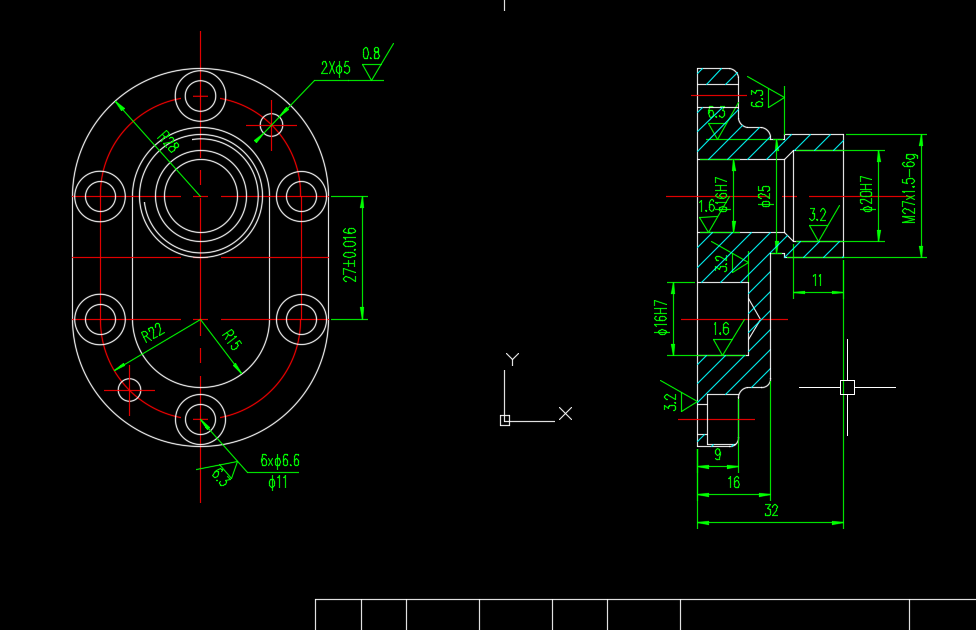
端盖零件作为机械结构中的关键组件,其加工质量直接影响设备运行的稳定性与寿命。工艺规程的制定需围绕零件功能特性展开,涵盖材料选择、加工路线规划、工序参数设定等环节。以钻Φ16H7孔为例,该工序要求孔径精度达到IT7级,表面粗糙度需控制在Ra1.6μm以内,需通过粗镗、半精镗、精镗三步走策略实现尺寸渐进收敛,同时采用浮动镗刀补偿机床主轴径向跳动,确保孔轴线与基准面的垂直度误差不超过0.02mm。
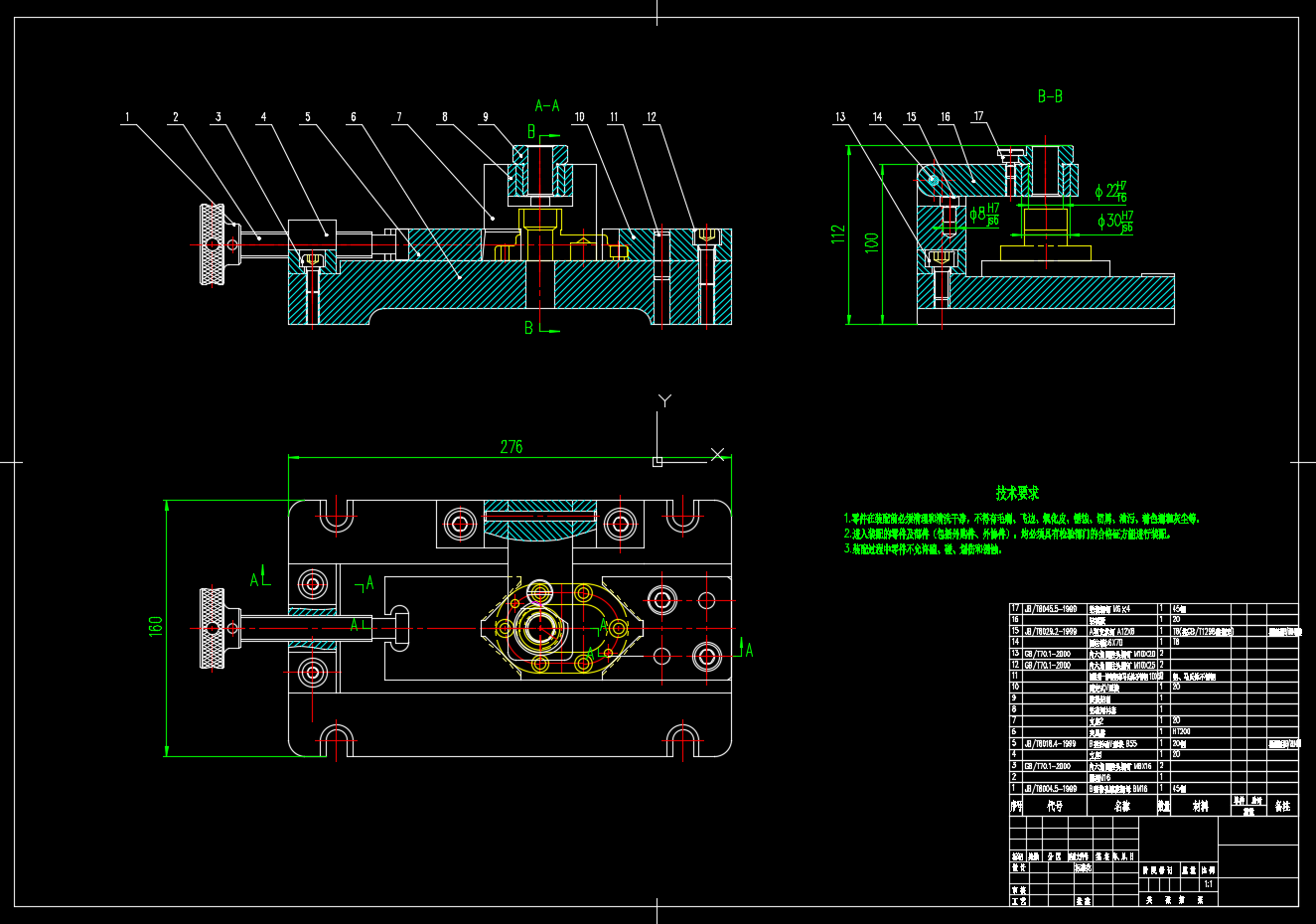
工装夹具设计是保障钻孔精度的核心环节。针对端盖类零件薄壁易变形的特点,夹具需采用分体式结构:定位部分采用“一面两销”模式,以零件底面为基准面,搭配两个短圆柱销限制五个自由度;夹紧部分选用液压驱动的杠杆式夹紧机构,通过增大夹紧力作用面积降低单位压强,避免薄壁区域产生塑性变形。此外,夹具体设计需预留排屑槽,防止切屑堆积影响加工精度,同时集成冷却液喷淋系统,通过定向冲刷降低切削区域温度,抑制热变形误差。
工艺与夹具的协同优化可显著缩短调试周期。通过建立数字化加工模型,可提前模拟刀具路径与夹具干涉情况,减少现场试切次数;采用模块化夹具组件,可根据不同规格端盖快速更换定位元件,提升工装通用性;引入在线测量装置,实时反馈孔径尺寸变化,为工艺参数动态调整提供数据支撑。这些措施共同构建起质量闭环控制系统,使Φ16H7孔的一次加工合格率提升至98%以上。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。

评论













