电磁阀体进出油口孔加工组合机床液压系统设计
内容
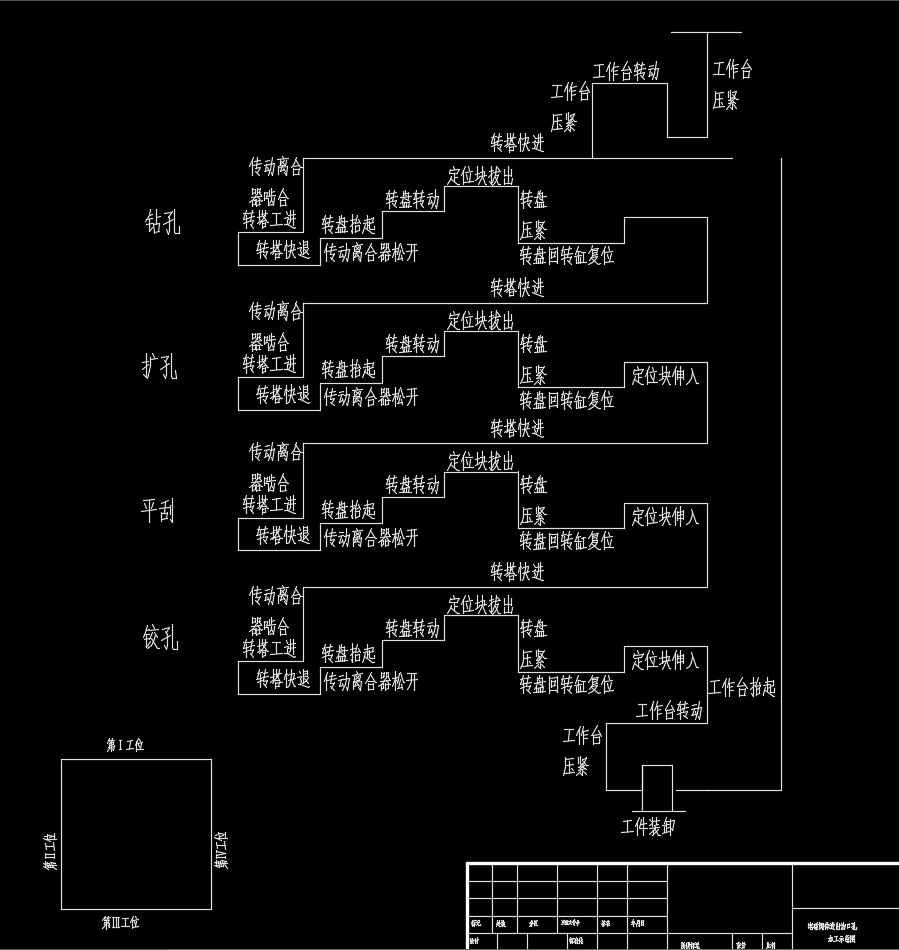
电磁阀体作为液压系统的核心控制元件,其进出油口孔的加工精度直接影响液压系统的响应速度与稳定性。组合机床液压系统的设计需围绕这一核心需求展开,通过优化液压回路布局与元件选型,确保加工过程中油液压力、流量的精准控制,从而保障孔径尺寸的一致性与表面质量。该系统通过多级压力调节阀与流量控制阀的协同作用,实现加工过程中切削力的动态补偿,避免因油压波动导致的加工误差,为高精度孔加工提供可靠的动力支持。
液压系统的动力源设计需兼顾效率与可靠性。采用变量泵作为核心动力元件,可根据加工负载自动调整输出流量,显著降低能耗。同时,通过集成式液压油箱与高效滤油器的组合,有效控制油液污染度,延长元件使用寿命。在进出油口孔加工过程中,系统通过比例换向阀实现刀具进给速度的无级调节,确保不同孔径加工时的切削参数匹配,提升加工柔性。
控制回路的设计是保障加工精度的关键。通过压力继电器与位移传感器的闭环反馈,系统可实时监测加工过程中的压力变化与刀具位置,当检测到异常时立即触发保护机制,避免因过载或碰撞导致的工件报废。此外,液压系统还集成了快速换向功能,通过电磁阀的快速切换缩短非加工时间,显著提升整体加工效率。
为适应不同阀体材料的加工需求,液压系统需具备多档压力调节能力。通过调节溢流阀的设定压力,可覆盖从铝合金到不锈钢等材料的加工范围,避免因压力不足导致的切削力不足或压力过高引发的工件变形。同时,系统采用模块化设计,各功能回路独立布局,便于后期维护与功能扩展。
本文系统梳理电磁阀体进出油口孔加工组合机床液压系统的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。





评论













