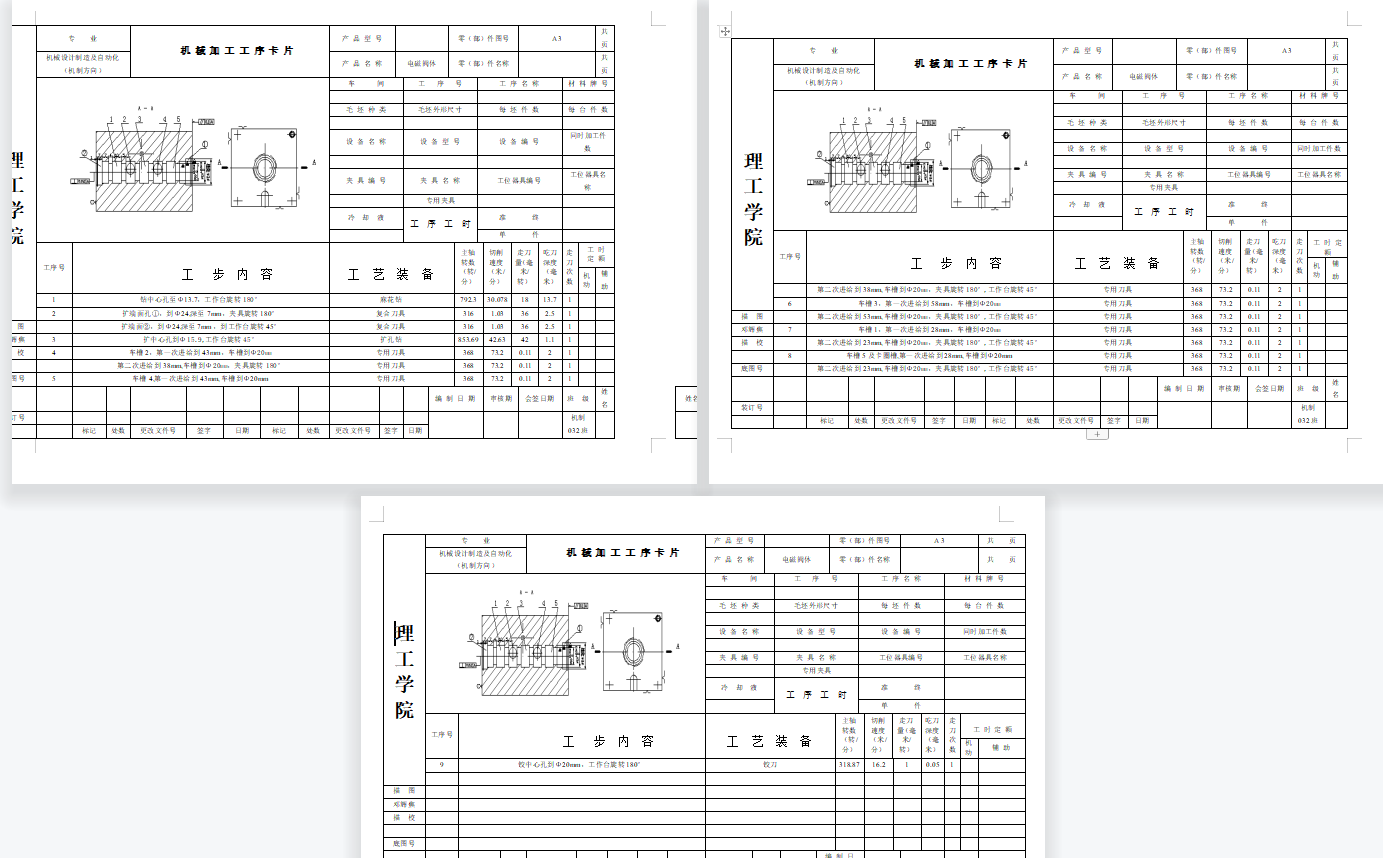
电磁阀体中心孔组合机床、机床总体工位布置和钻、扩、铰工位液压系统设计
内容
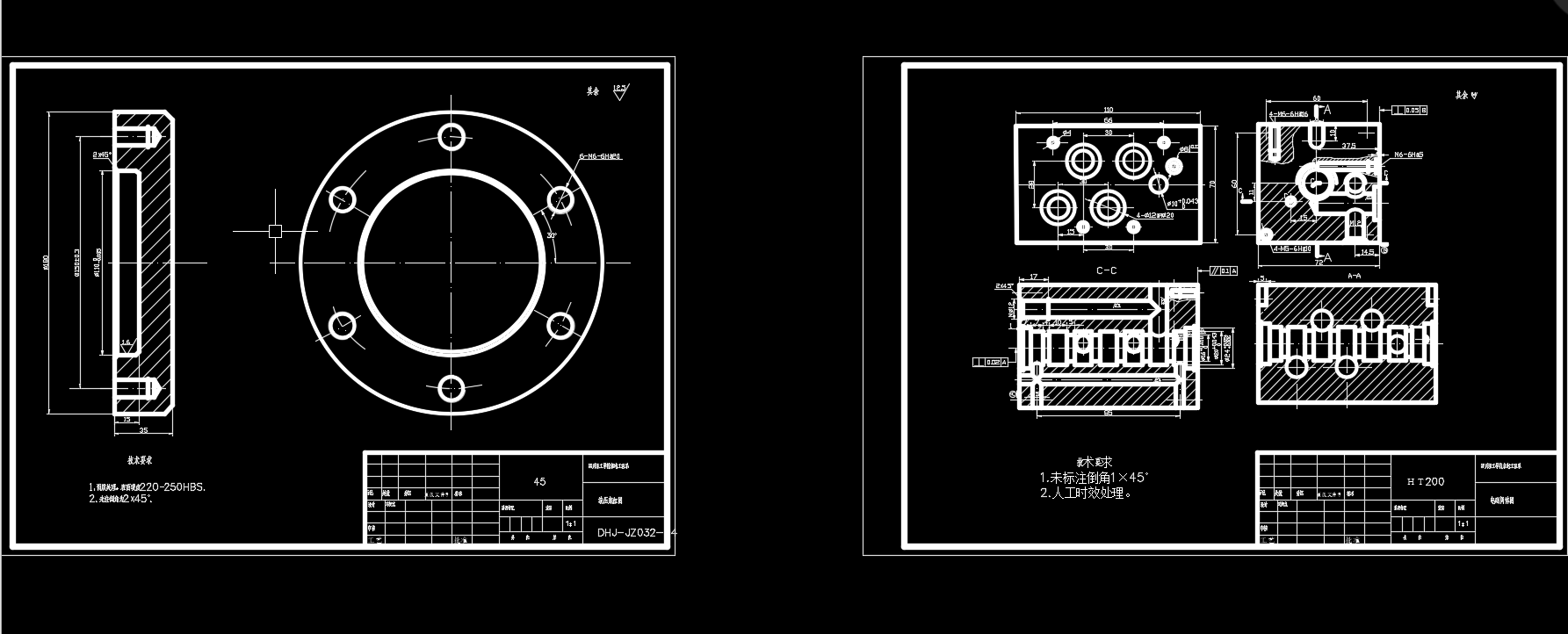
电磁阀体作为工业流体控制领域的核心元件,其中心孔的加工精度直接影响阀体密封性与响应速度。组合机床通过集成多工位协同作业,将传统分散加工模式转化为集中化、标准化流程,显著提升加工效率与一致性。其核心作用在于通过模块化设计实现钻、扩、铰等工序的无缝衔接,减少工件多次装夹带来的定位误差,同时利用自动化上下料系统降低人工干预,为高精度阀体制造提供硬件支撑。
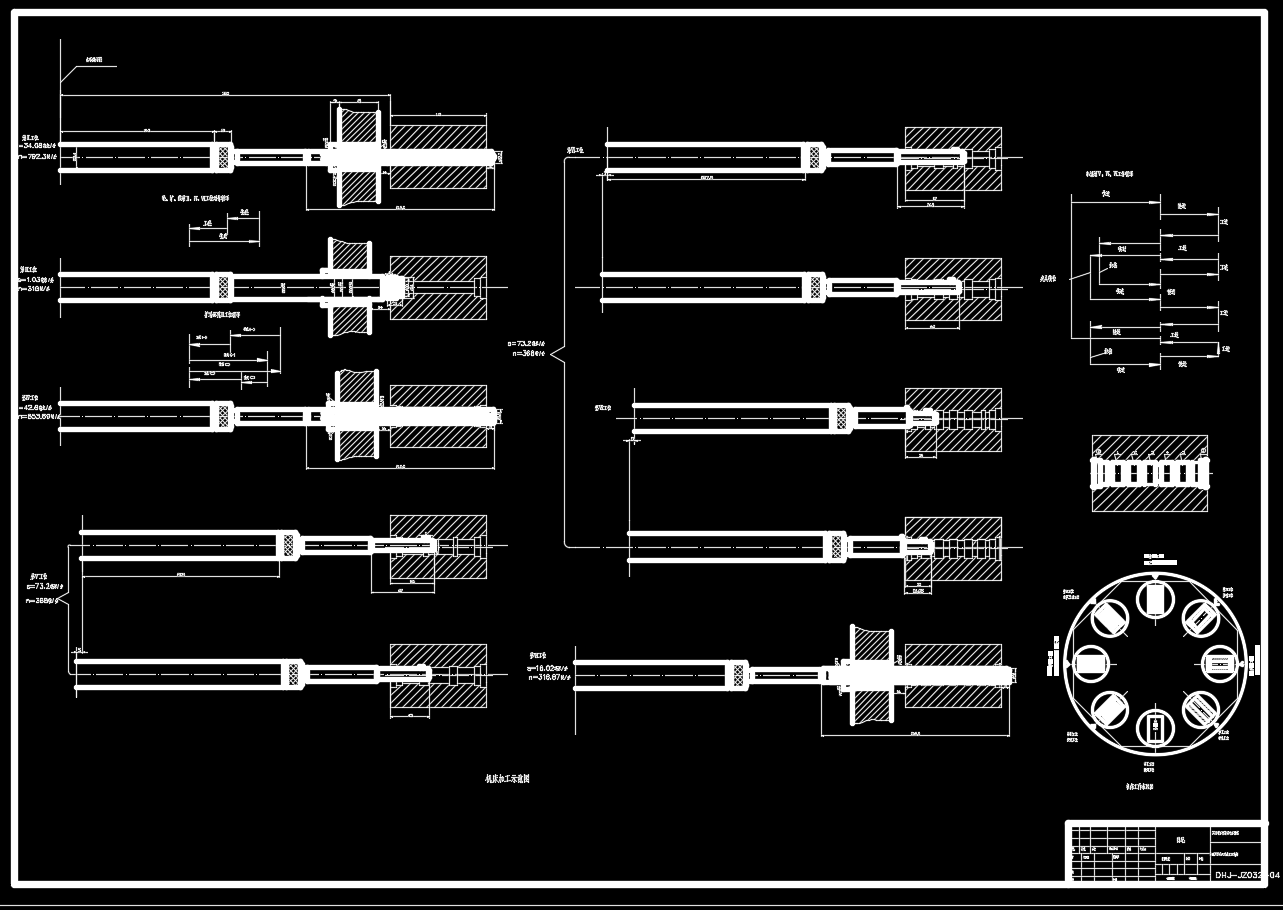
机床总体工位布置需兼顾空间利用率与工艺逻辑性。典型布局采用回转式或直线式工位排列,前者通过分度盘实现工件旋转定位,适合工序较少但节拍要求高的场景;后者则通过传送带或机械臂串联各工位,适用于工序复杂、加工时间差异大的情况。关键设计要点包括:工位间距需满足刀具换位与排屑需求,避免干涉;预留检测工位实现加工过程实时监控;设置缓冲工位平衡各工序节拍差异,确保整体流程流畅性。
钻、扩、铰工位液压系统设计是保障加工精度的核心环节。钻孔工位需提供高刚性进给以克服切削冲击,通常采用高压小流量液压回路;扩孔工位侧重表面质量,需通过比例阀实现进给速度无级调节;铰孔作为终加工工序,对系统稳定性要求极高,需配置蓄能器吸收压力波动,同时采用低摩擦导轨减少爬行现象。此外,系统需集成快速回退功能,通过差动连接缩短非加工时间,整体效率提升显著。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













