方刀架的加工工艺及钻8-M12螺纹底孔夹具设计【5张优秀】CAD总图
内容
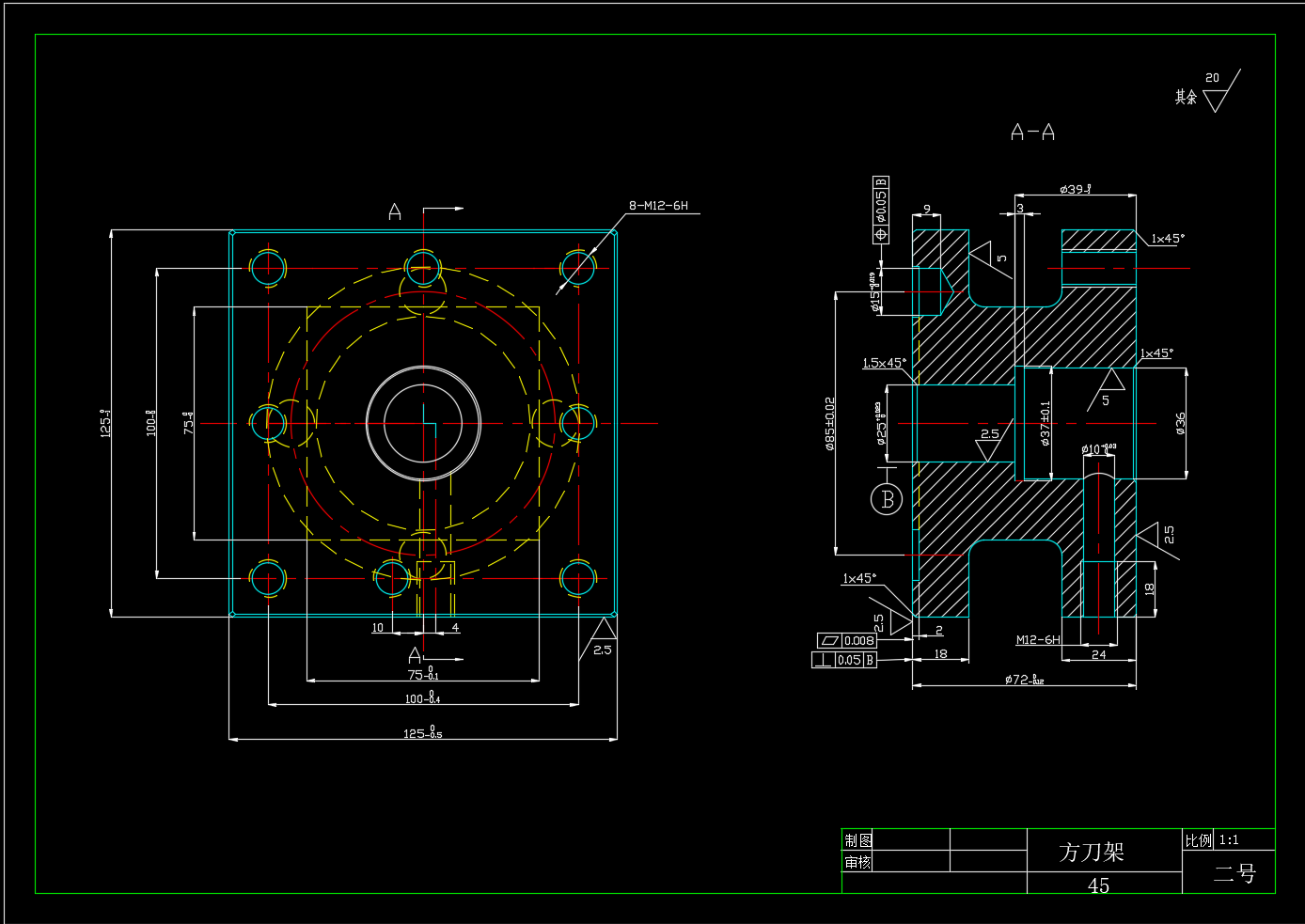
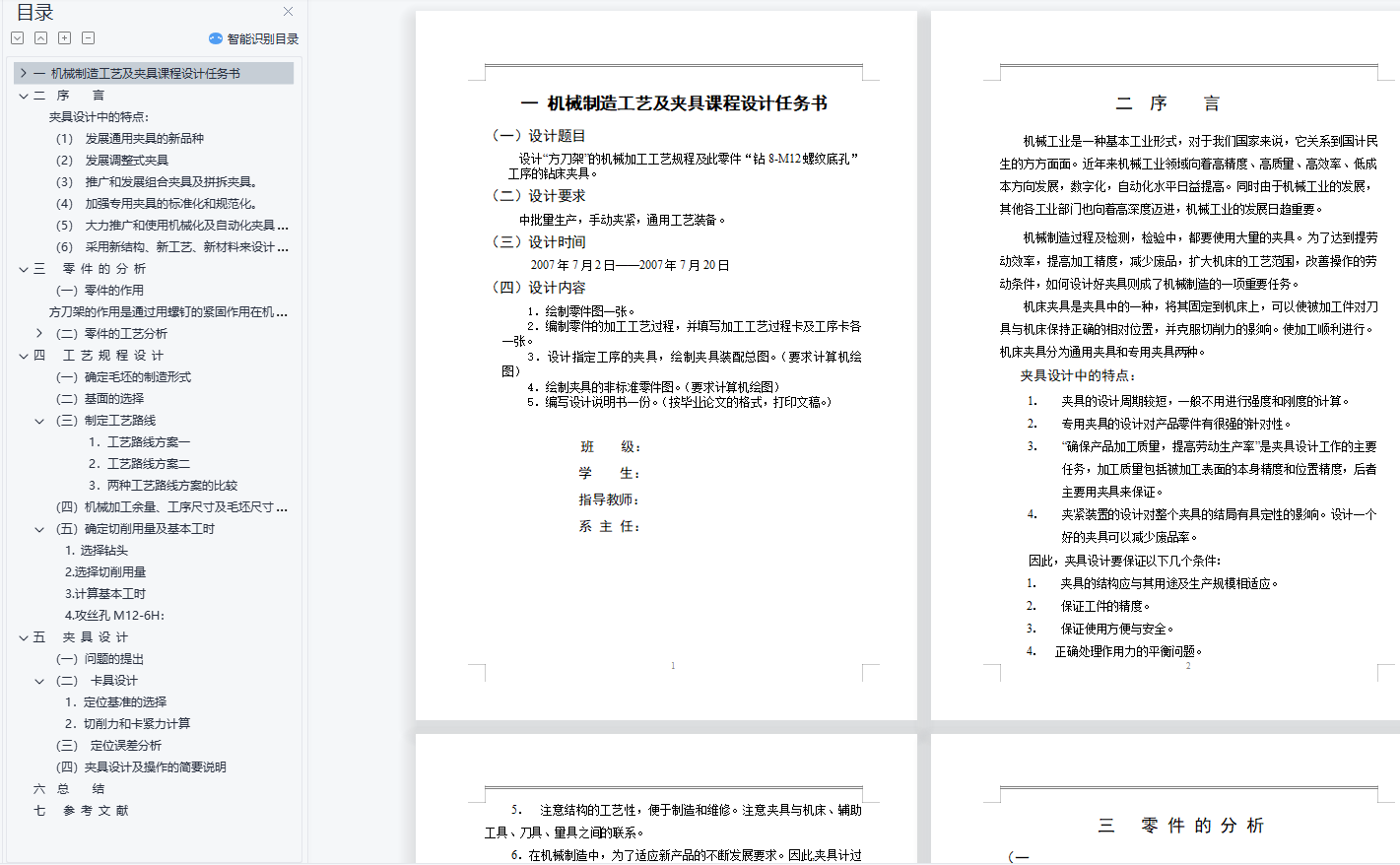
方刀架作为机床关键部件,其加工工艺直接影响刀具定位精度与切削稳定性。典型工艺路线涵盖毛坯预处理、粗精加工、热处理及表面处理等环节。毛坯通常选用锻件或铸件,需通过退火消除内应力,为后续加工提供稳定基体。粗加工阶段重点完成轮廓铣削与基准面加工,确保各安装面尺寸精度达到设计要求;精加工则采用高精度数控铣床,通过多轴联动控制形位公差,尤其需保证刀架回转中心与定位面的垂直度。热处理环节通过调质处理提升材料综合力学性能,表面淬火则强化接触面耐磨性,最终通过磨削加工实现表面粗糙度要求。
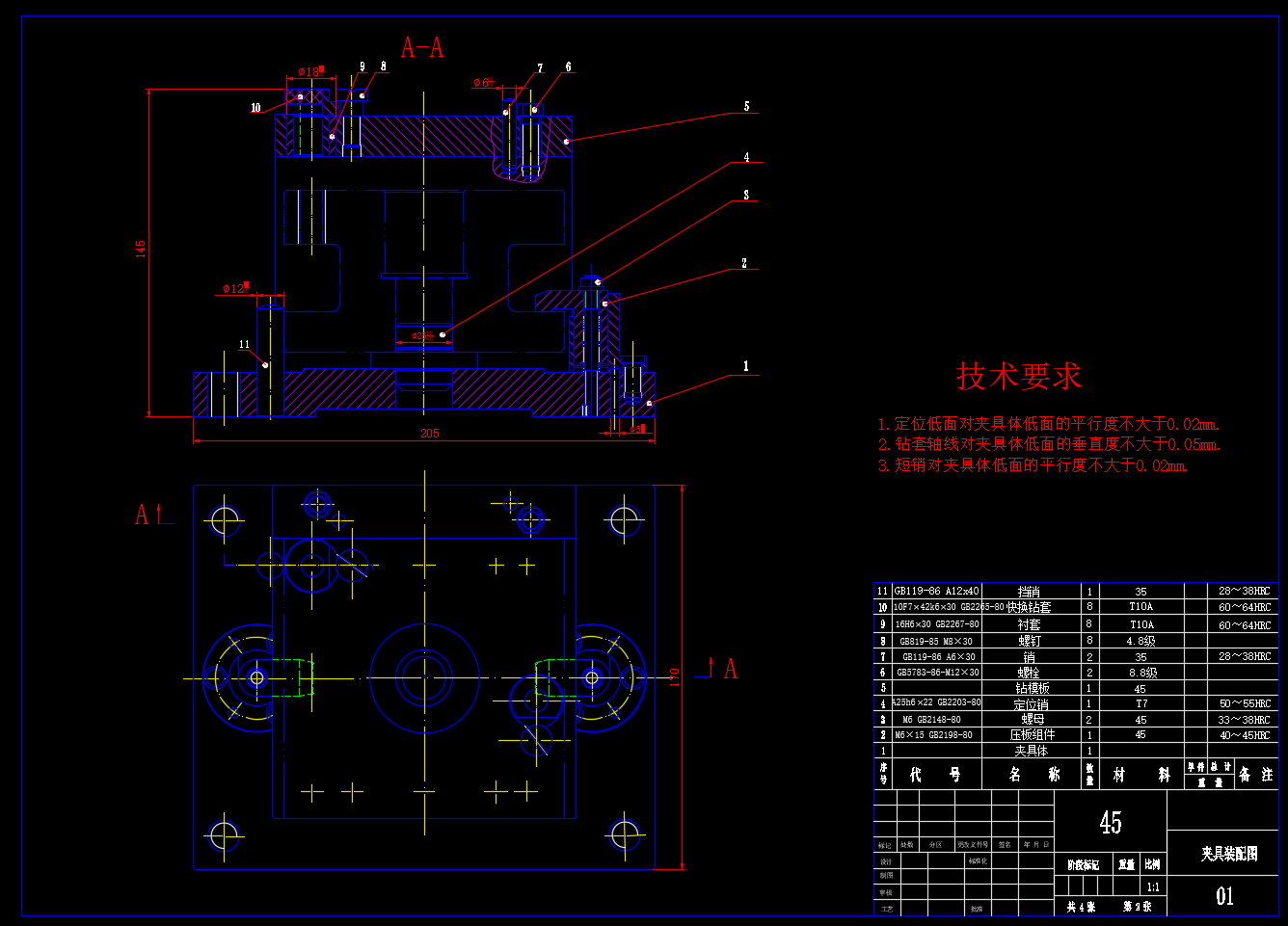
钻8-M12螺纹底孔的夹具设计需兼顾定位精度与操作便捷性。核心定位元件采用"一面两销"结构,以刀架安装面为基准平面,配合两个短圆柱销限制六个自由度。为应对加工过程中产生的切削力,夹紧机构选用液压快速夹紧系统,通过杠杆原理将油压转化为夹紧力,既保证夹紧可靠性又显著缩短装夹时间。导向装置采用可换钻套结构,钻套内孔尺寸按底孔直径上偏差设计,外圆与衬套采用H7/g6配合,既保证导向精度又便于磨损后更换。
夹具设计需特别关注排屑与冷却问题。在钻套下方设置螺旋排屑槽,配合高压冷却液冲洗,可有效避免切屑堵塞导致的孔径超差。对于批量加工场景,夹具底座集成快速定位模块,通过定位销与机床工作台实现精准对接,重复定位精度可达0.01mm以内。此外,夹具整体结构采用有限元分析优化,在保证刚度的前提下减轻重量,便于操作人员搬运调整。
CAD总图绘制需严格遵循机械制图标准,主视图选择能清晰表达定位夹紧方案的角度,俯视图重点展示夹具与机床的连接方式。图中应标注主要定位面的尺寸公差与形位公差,技术要求部分需明确热处理方式、表面粗糙度等关键参数。对于标准件如螺栓、销钉等,可直接引用国家标准图例,非标件则需绘制详细零件图并标注技术要求。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
评论













