收录软文
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
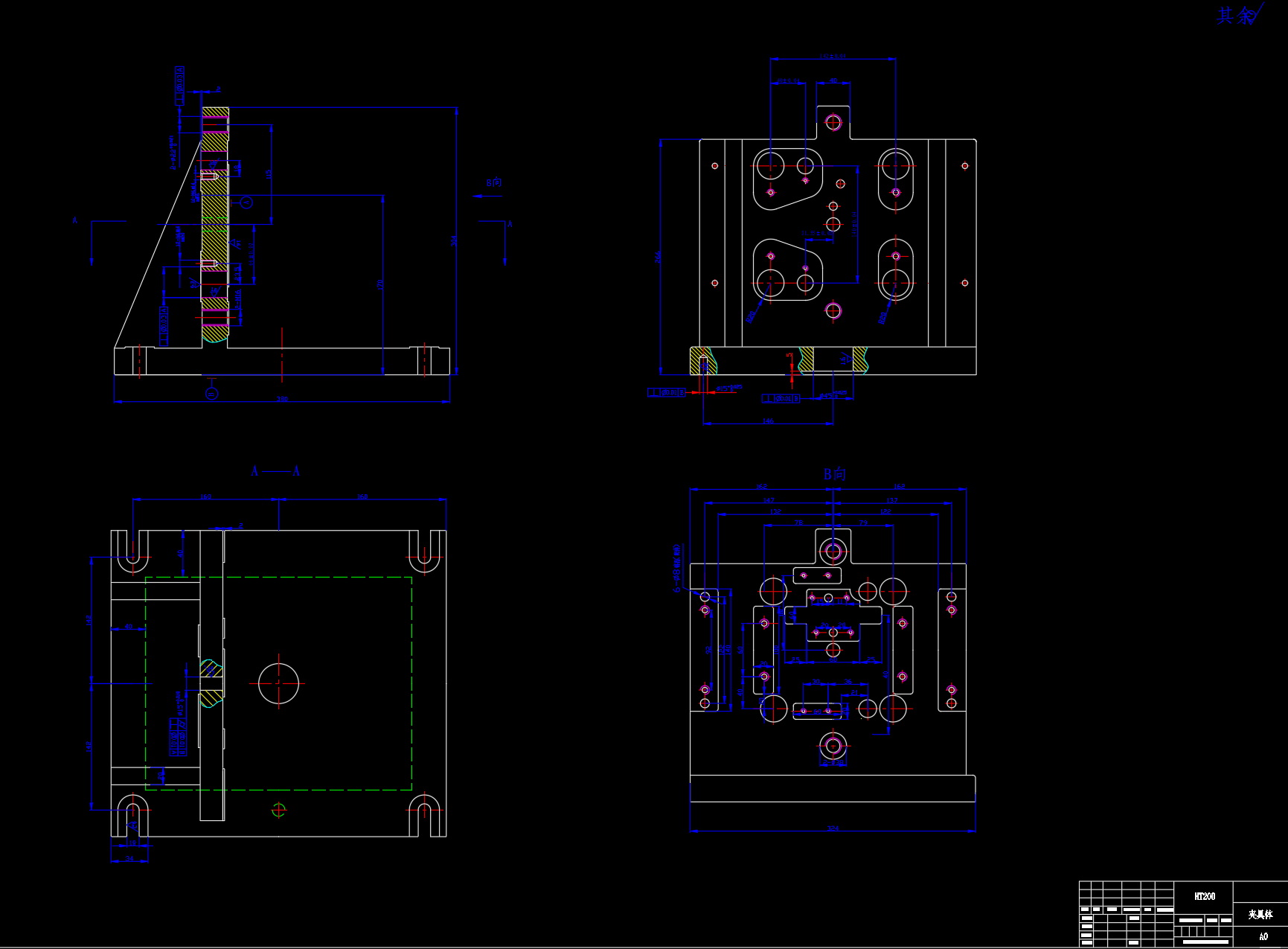
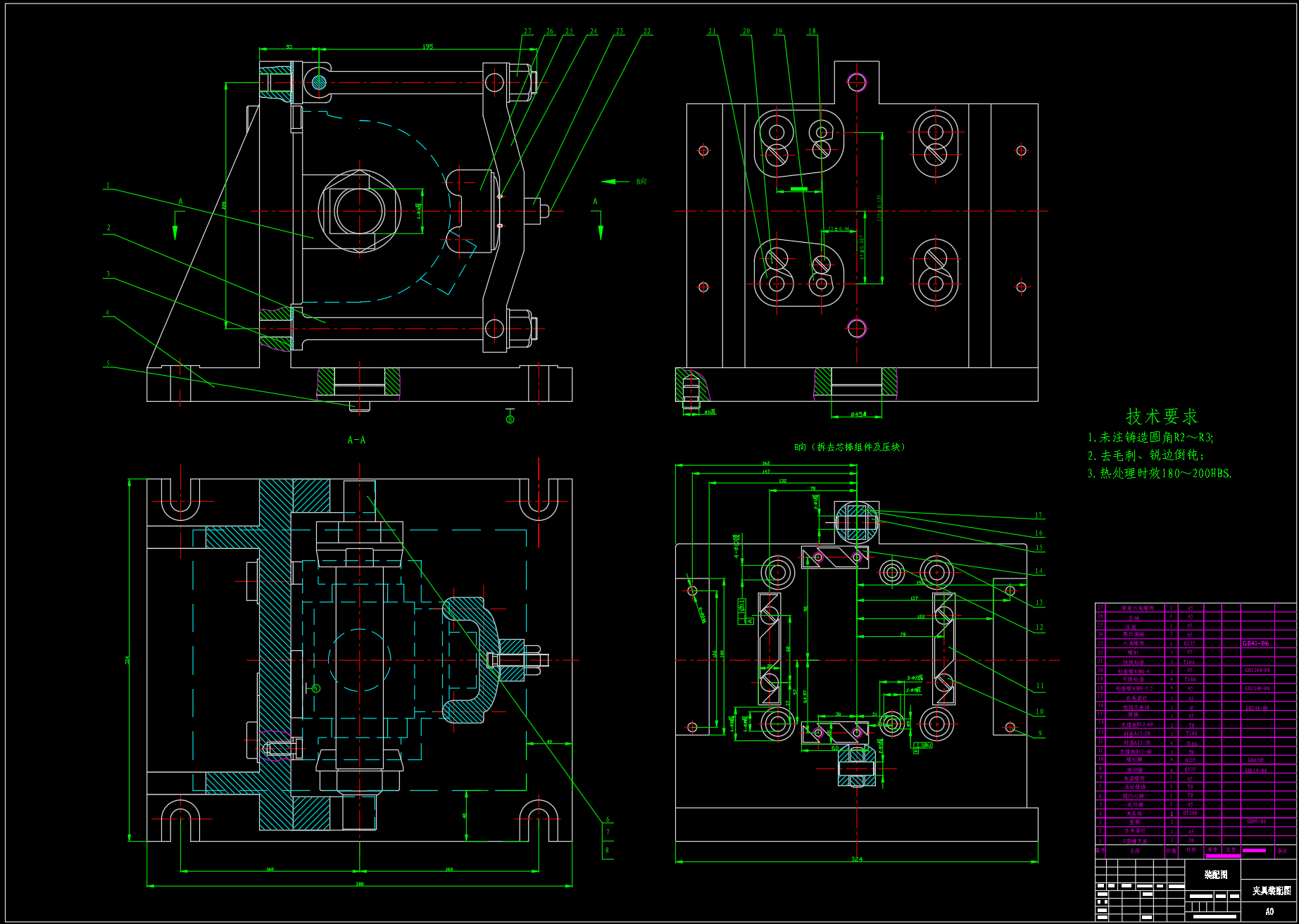
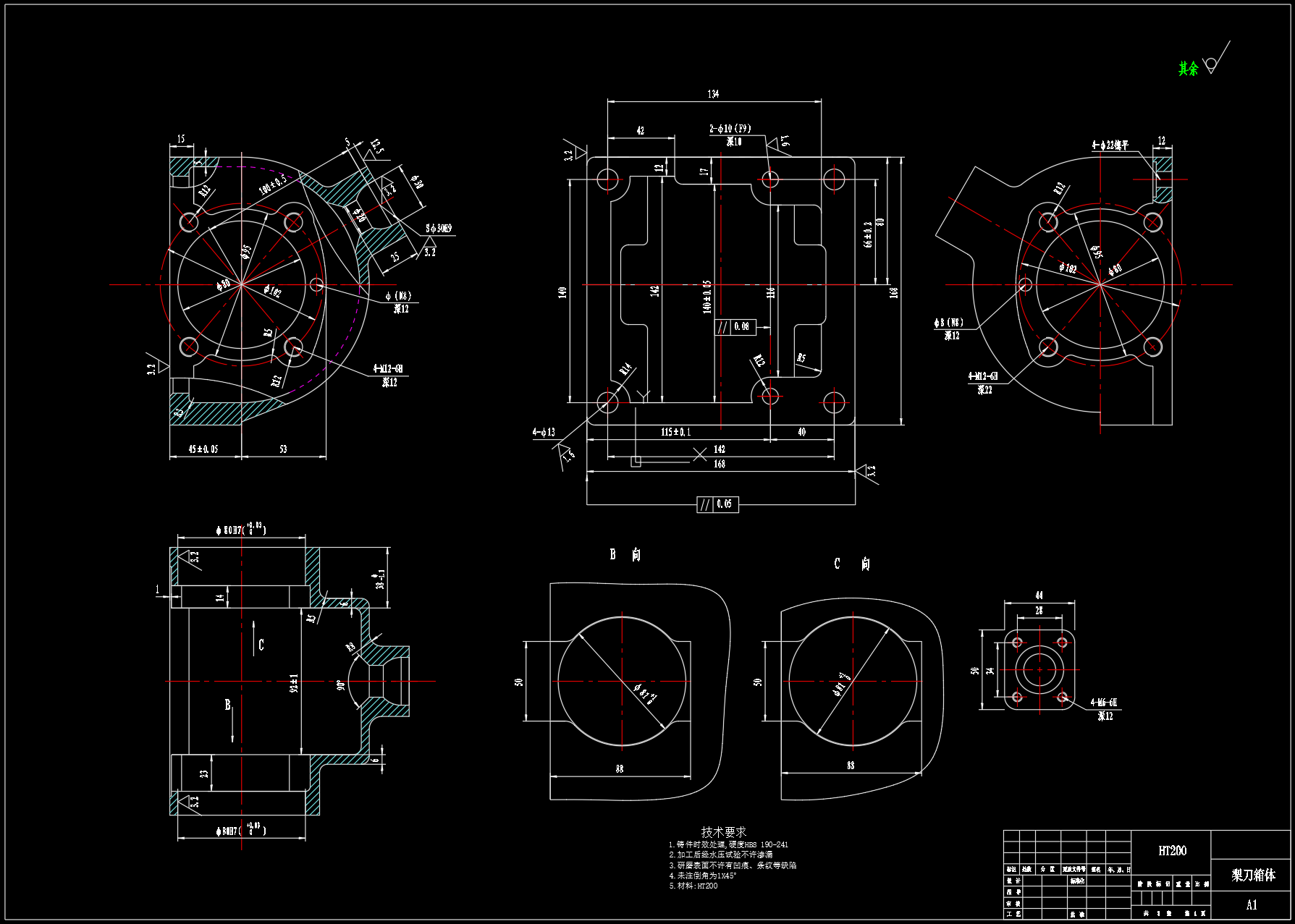
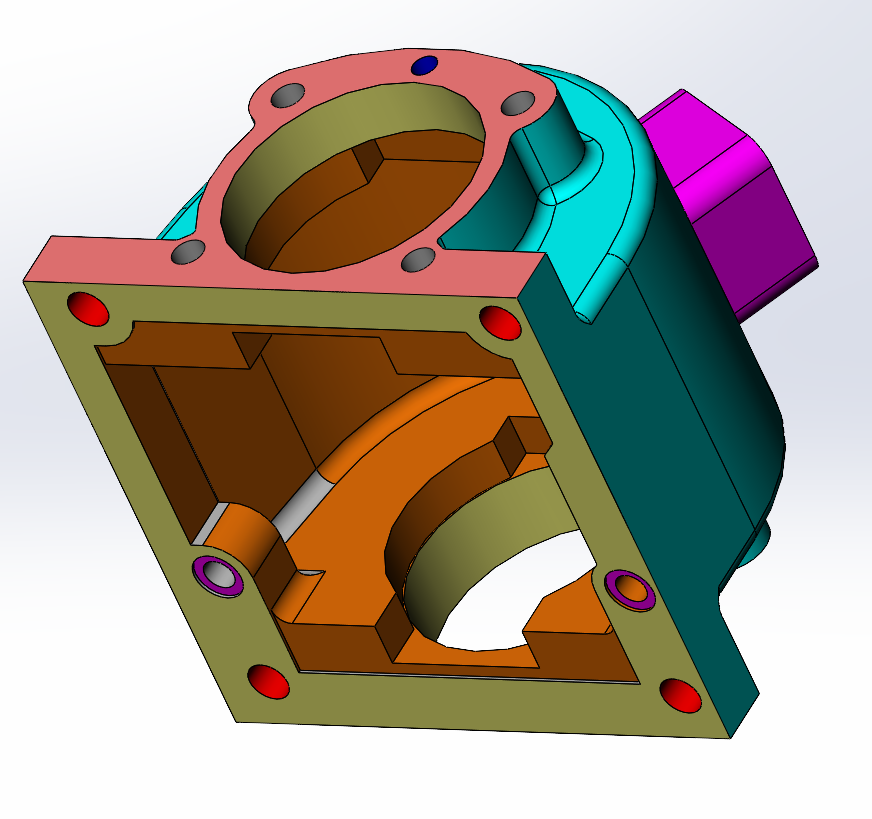
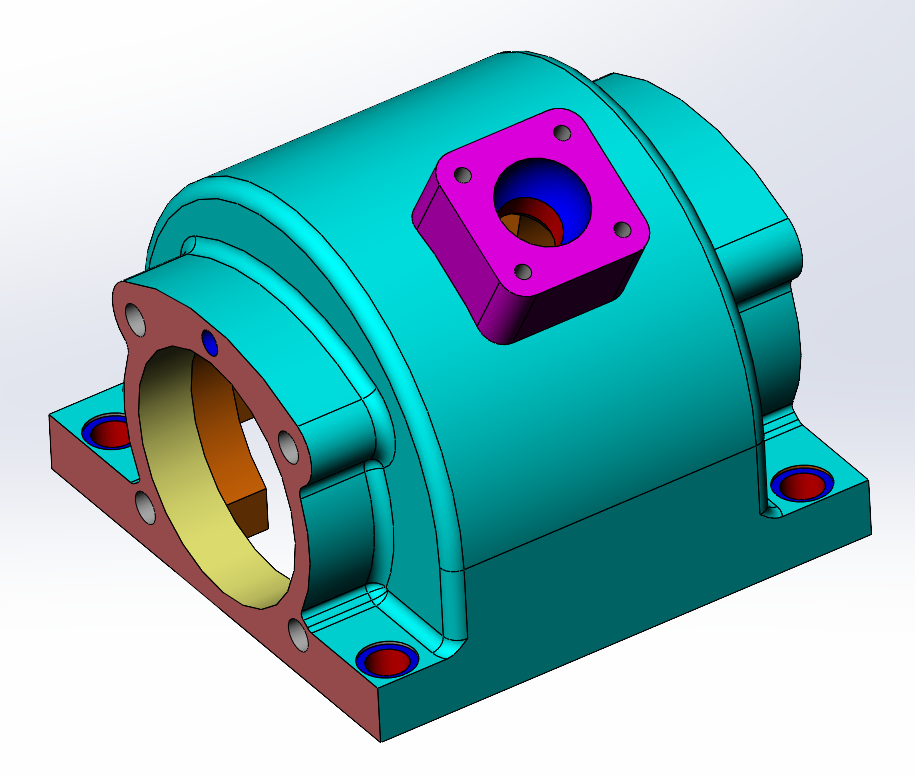
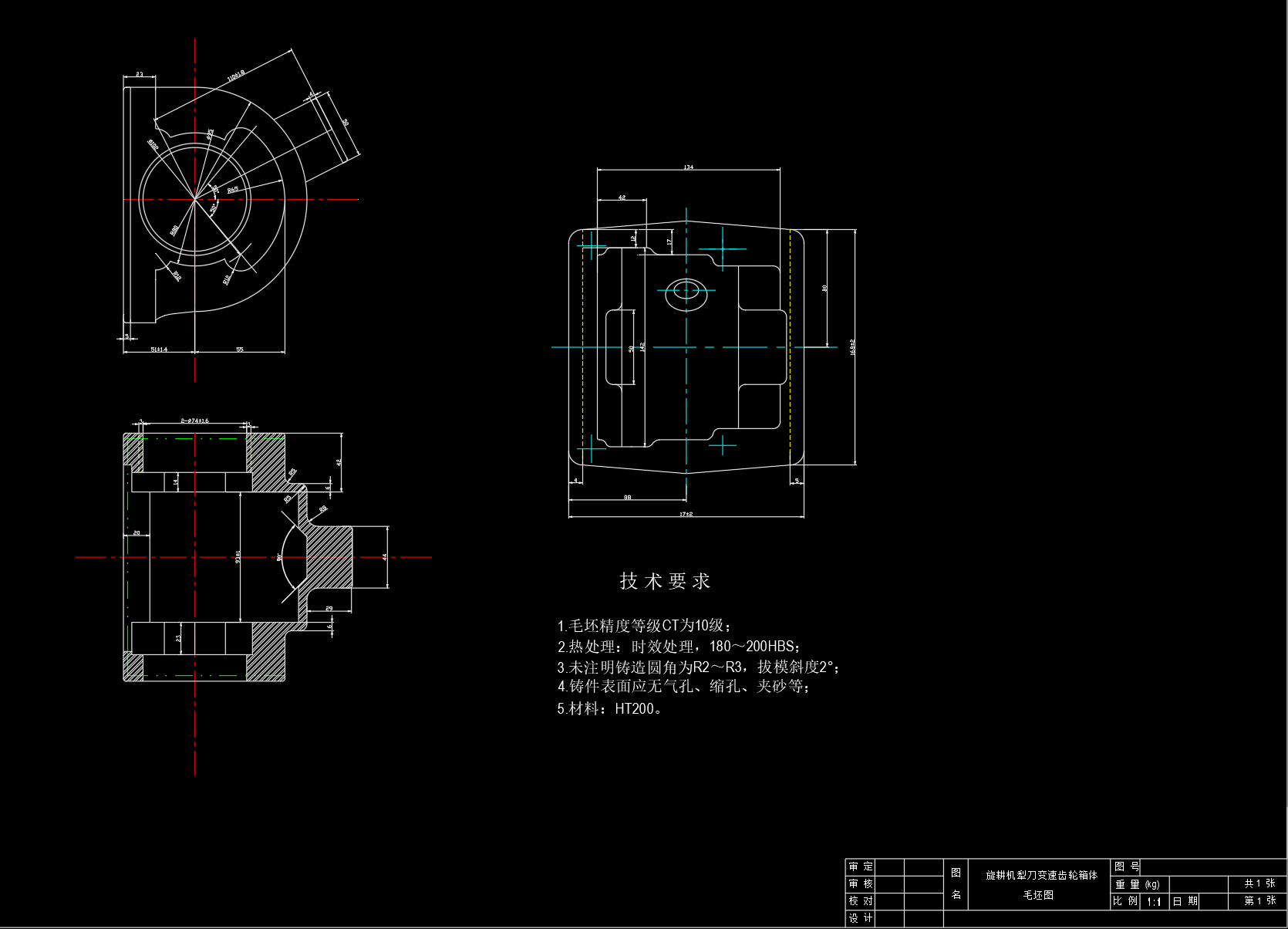
犁刀变速齿轮箱体的加工工艺及钻4-ф13mm孔、铰2-ф9mm孔夹具设计
来源: 阅读:65
网站管理员
发布于 2025-12-20 23:00
查看主页
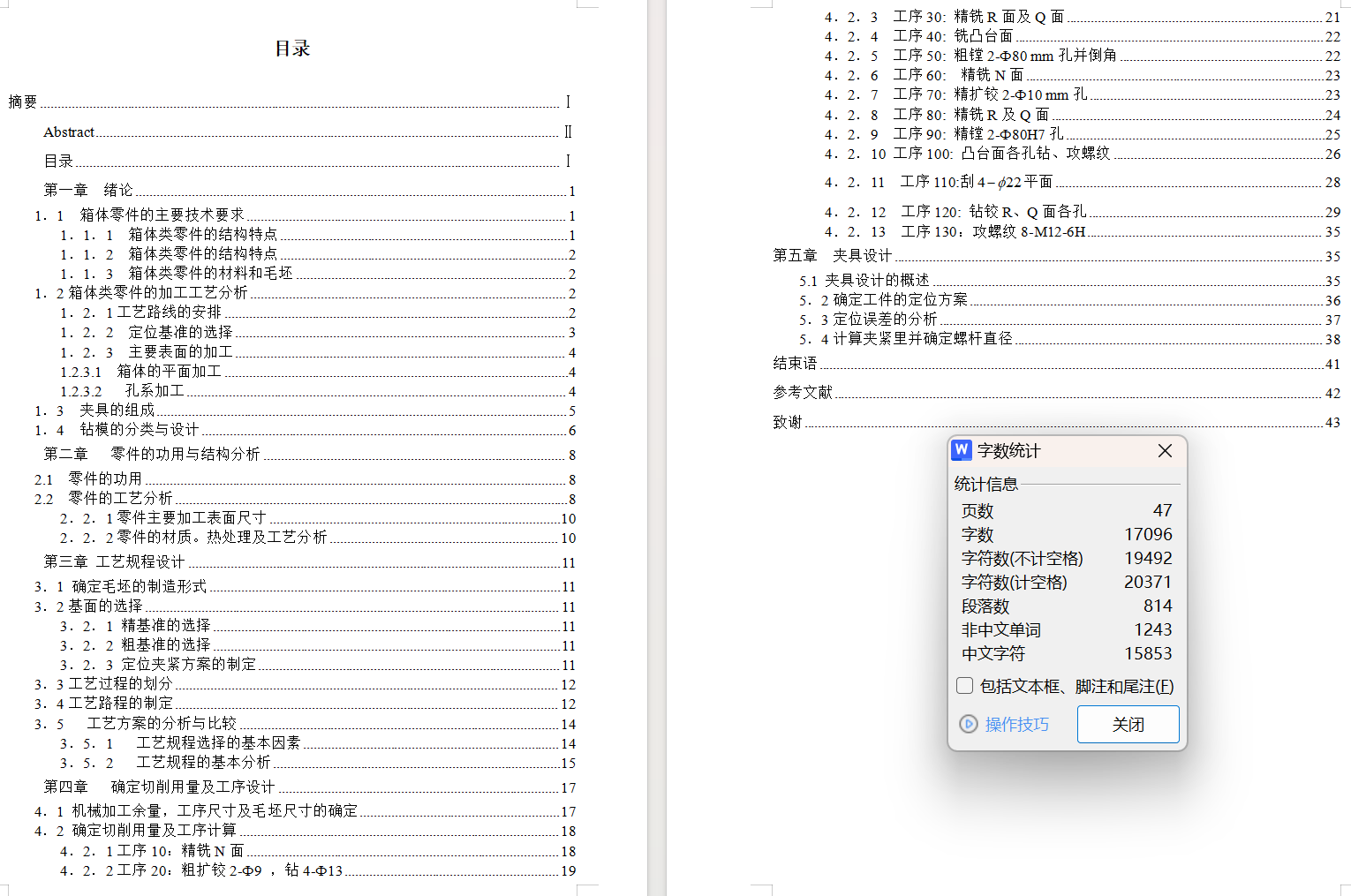
犁刀变速齿轮箱体加工需兼顾精度与效率。箱体铸造后经粗铣、精铣完成平面及孔系粗加工,再通过精镗保证孔径公差。针对钻4-ф13mm孔工序,夹具采用定位销与V型块组合定位,限制六个自由度,钻套引导刀具防止偏移;铰2-ф9mm孔时,改用浮动铰刀夹头补偿同轴度误差,配合可调式支承板增强刚性。夹具底板设置T型槽便于快速装夹,显著缩短换型时间。关键工序间增加去毛刺环节,避免铁屑划伤加工面。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
收录软文
相关推荐
基于ug的齿轮虚拟加工及蜗轮蜗杆的造型研究【三维ug+毕业论文+答辩+中英文翻译】
12/26
63
四层楼电梯自动控制系统的设计(论文+DWG图纸)
01/02
63
二轴式变速器设计
04/11
37
小型玉米脱粒机设计(含毕业设计论文CAD图纸)
04/01
39
YS1425圆振动分级筛(CAD)
01/15
65
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn