2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
工艺夹具-减速箱体零件工艺规程及铣尺寸159两侧面铣床夹具设计(论文+说明书+工艺卡+外文翻译+CAD图纸)
来源: 阅读:44
网站管理员
发布于 2026-04-11 19:15
查看主页
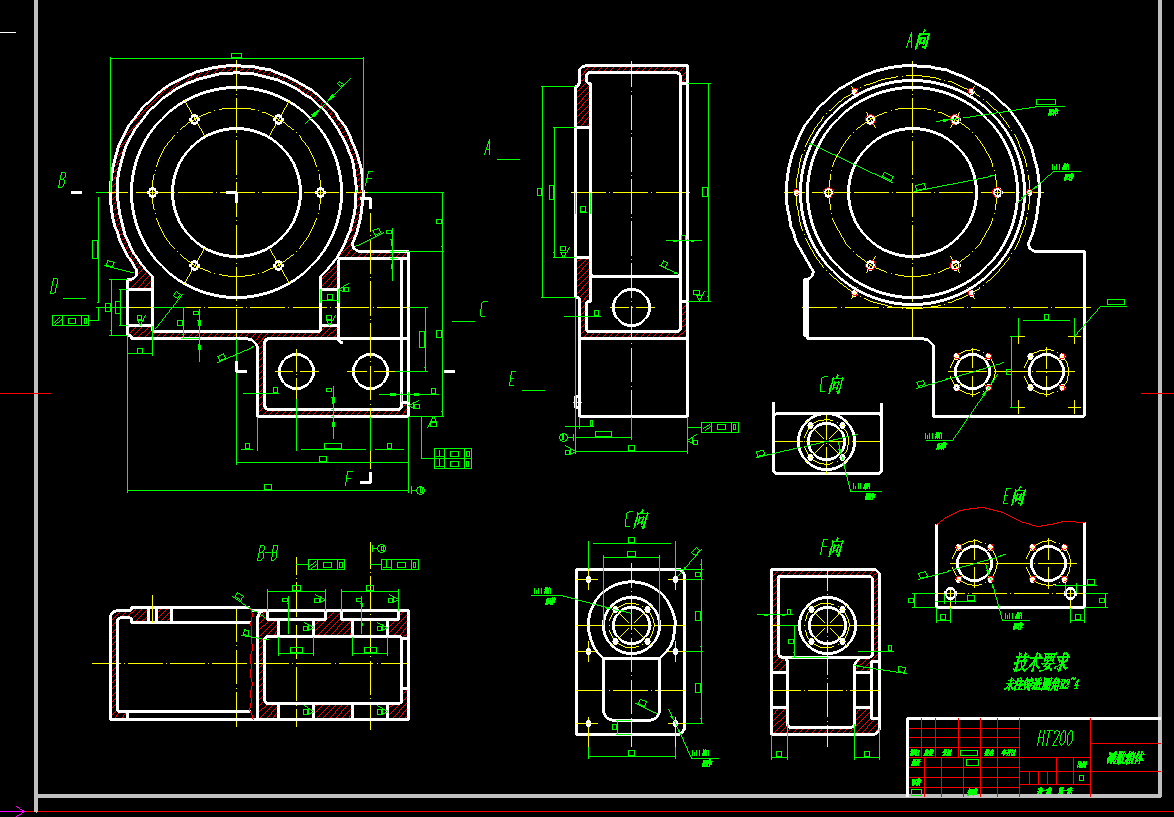
在机械制造领域,减速箱体作为动力传输的核心部件,其加工精度直接影响设备运行稳定性。针对尺寸159两侧面的铣削工序,专用夹具的设计是保障加工质量的关键环节。传统通用夹具难以同时满足定位精度与装夹效率的双重需求,而定制化铣床夹具通过优化定位基准与夹紧结构,可实现工件在加工过程中的精准定位与可靠固定,有效避免因振动或位移导致的尺寸偏差,确保两侧面平行度与表面粗糙度达到设计要求。
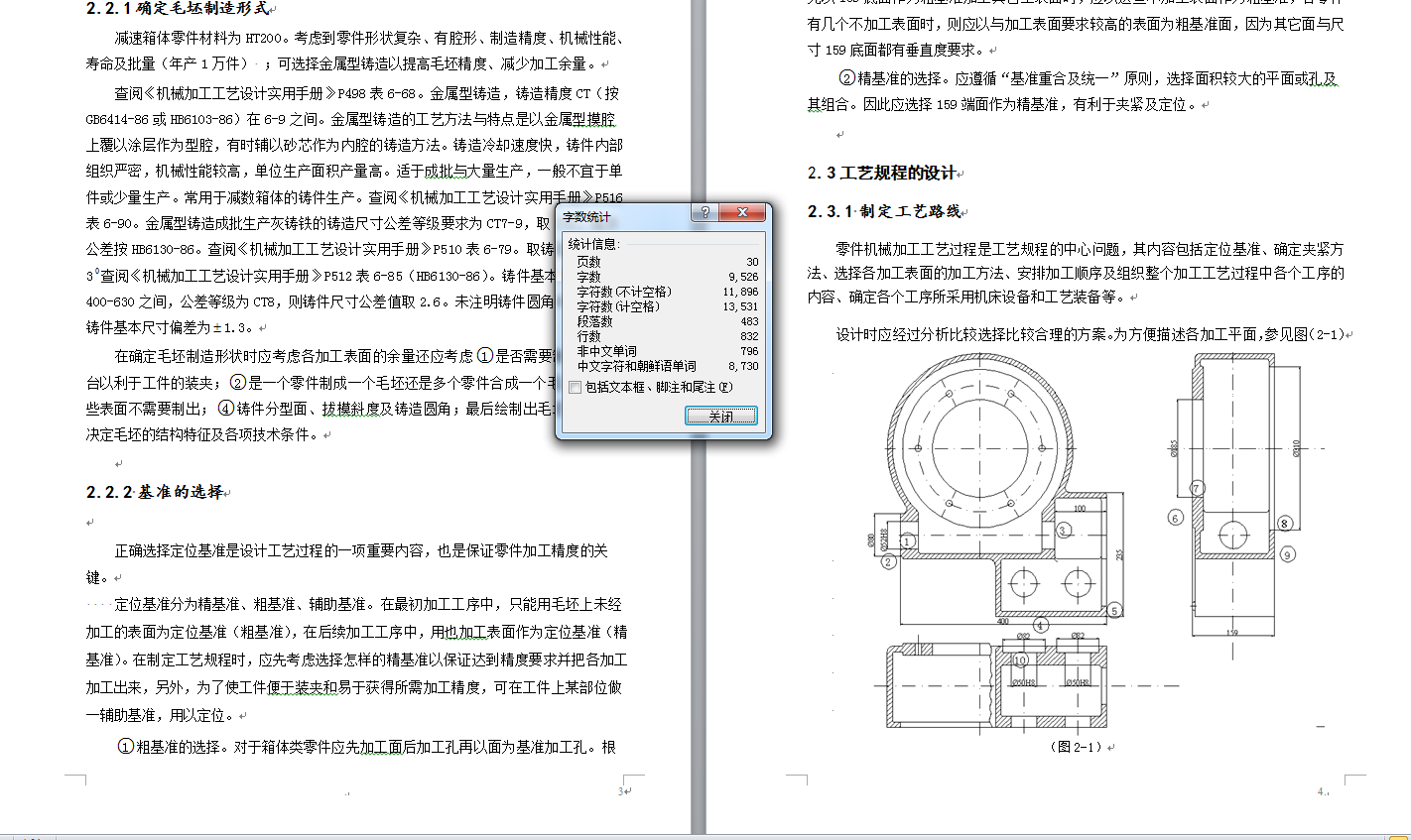
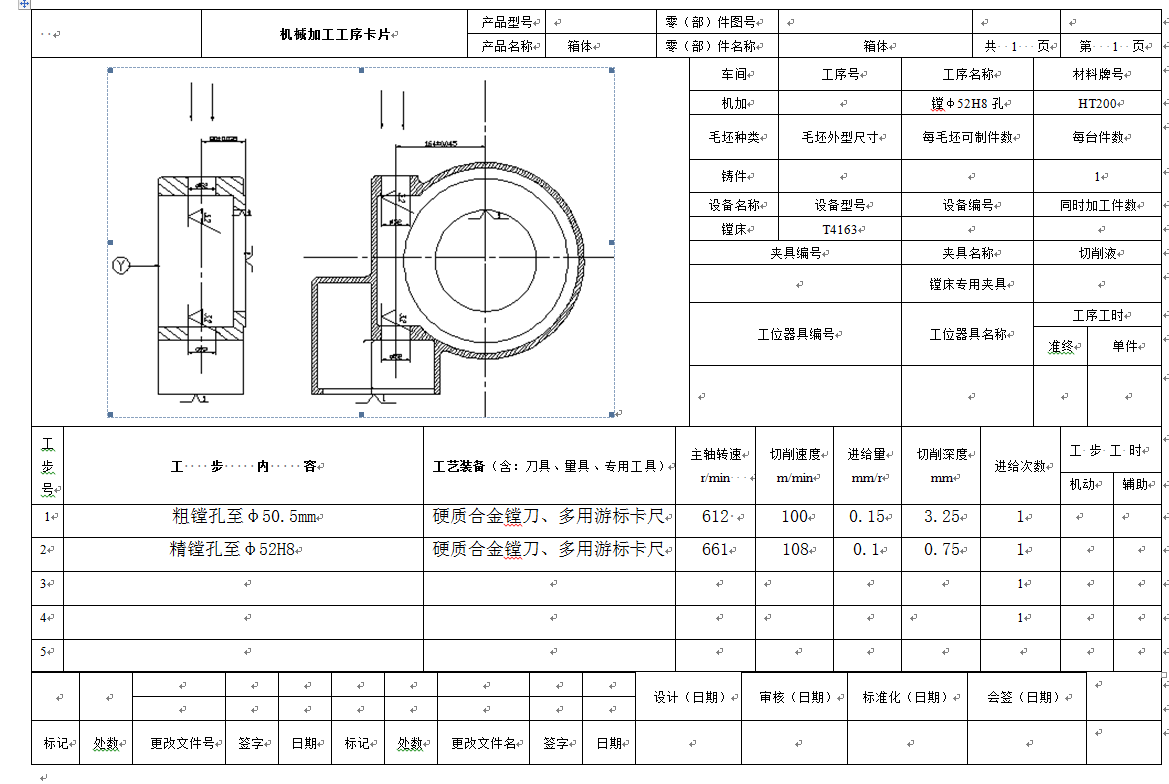
工艺规程的制定需综合考量材料特性、设备性能及加工余量分配。从毛坯预处理到最终精铣,每道工序的切削参数、刀具选择及检测标准均需严格匹配箱体结构特点。例如,粗加工阶段采用大切削量快速去除余量,半精加工与精加工则通过分层切削控制表面质量,同时利用工艺卡明确工序间的衔接要求,避免因操作不规范导致重复加工或废品产生。
铣床夹具的设计聚焦于功能性与经济性的平衡。通过分析工件形状与加工特征,采用“一面两销”定位方式,以箱体底面与两定位孔为基准,配合可调式夹紧元件,实现快速装夹与多品种适配。夹具主体结构采用模块化设计,关键部件如定位销、支承板等选用高强度材料,确保长期使用中的尺寸稳定性,同时通过有限元分析优化结构刚度,减少加工过程中的变形风险。
外文文献的翻译与引用为设计提供了国际视野,通过对比不同国家的工艺标准与夹具设计理念,可吸收先进经验并规避常见缺陷。例如,德国工业标准中强调的“零点定位系统”在夹具快速换型中的应用,为提升多品种小批量生产效率提供了参考方向。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
恩平市XX有限公司办公楼CAD图纸
01/26
53
卧式加工中心换刀机械手的设计
03/31
39
PE1200×1500复摆颚式破碎机CAD图纸
04/08
49
江西省南昌市XX住宅楼-建施CAD图纸
01/26
58
C6140车床数控化改造课程设计(带主传动系统CAD图)
02/05
57
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn