2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
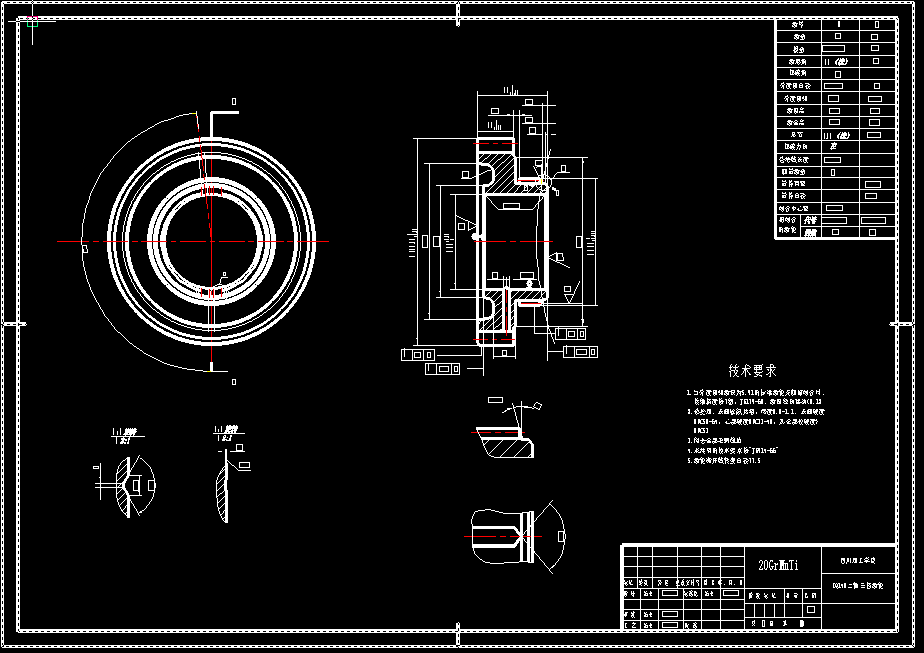
工艺夹具-EQ140变速箱二轴三档齿轮工艺、刀具及夹具设计(论文+CAD图纸+工序卡)
来源: 阅读:40
网站管理员
发布于 2026-04-11 18:00
查看主页
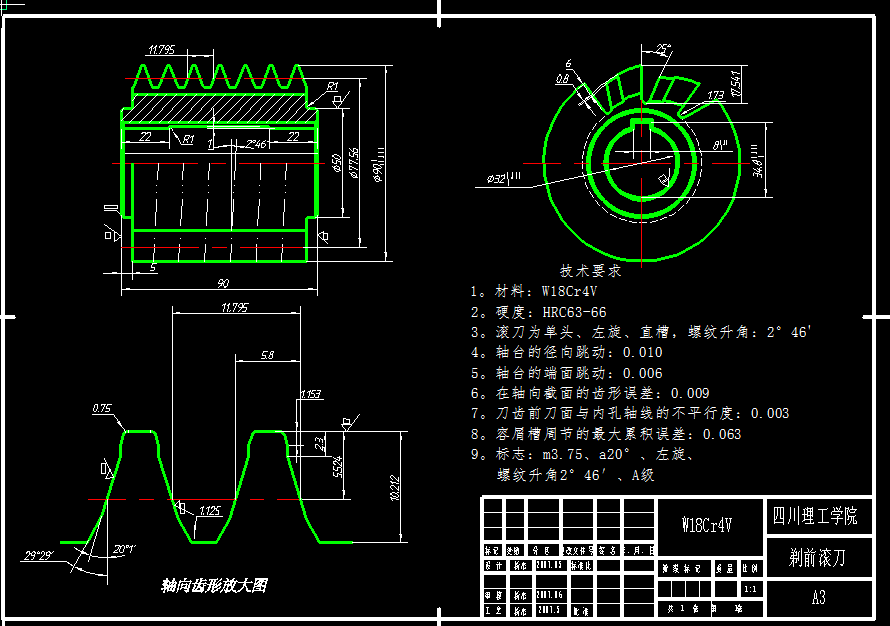
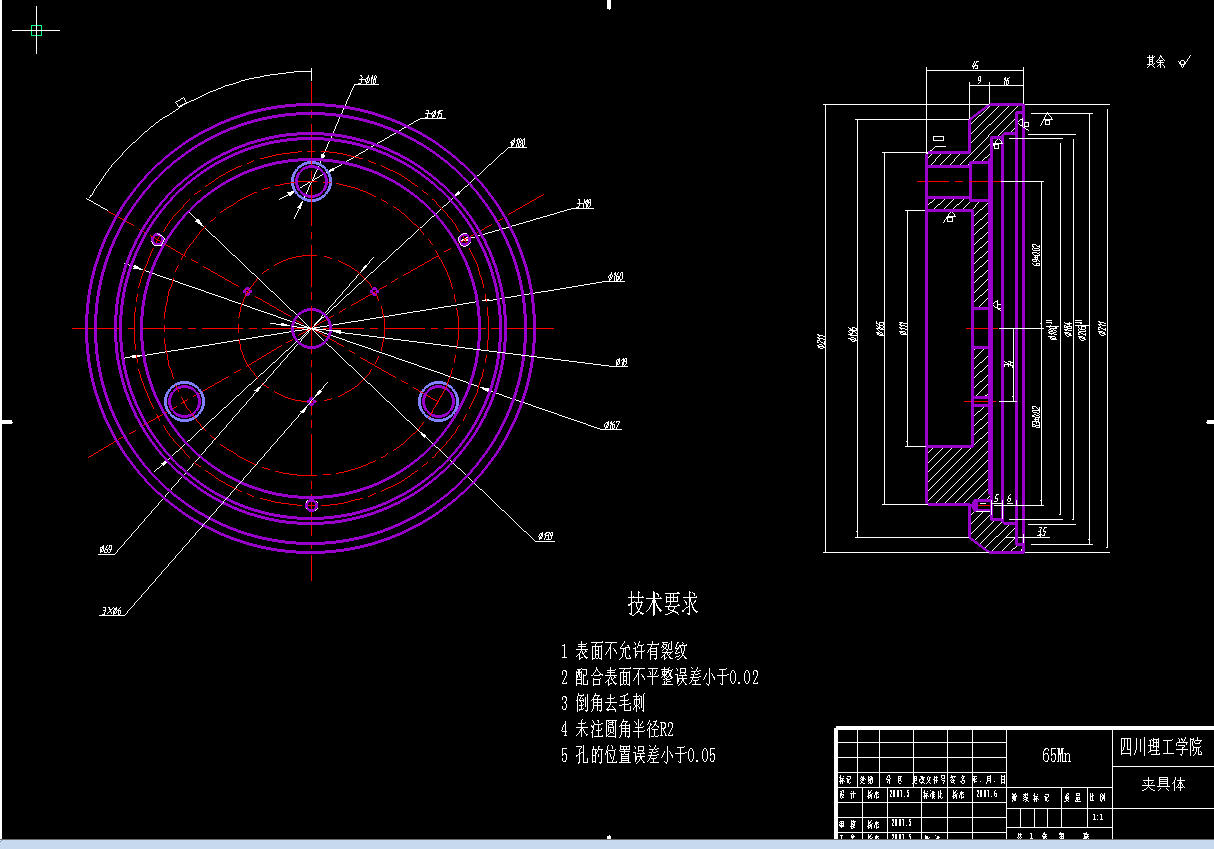
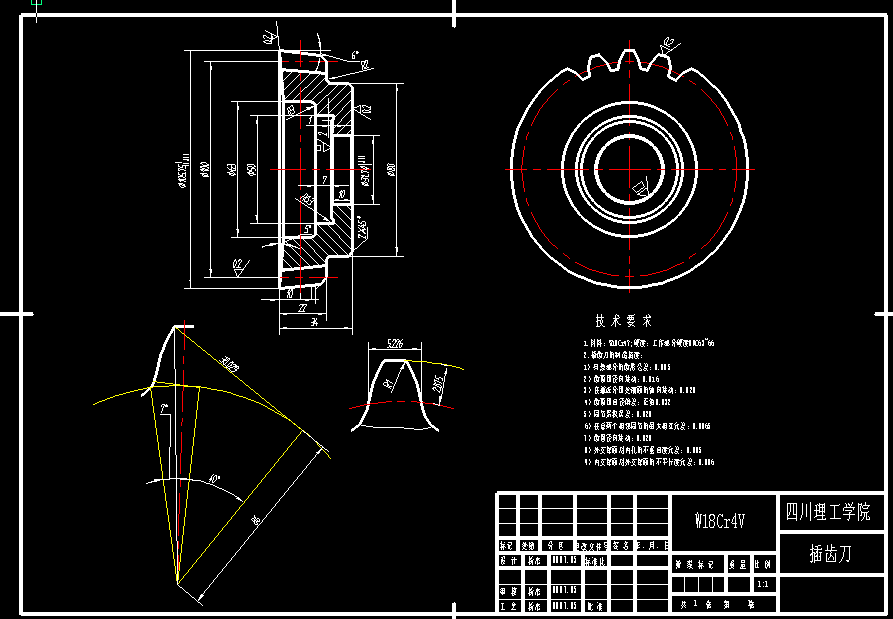
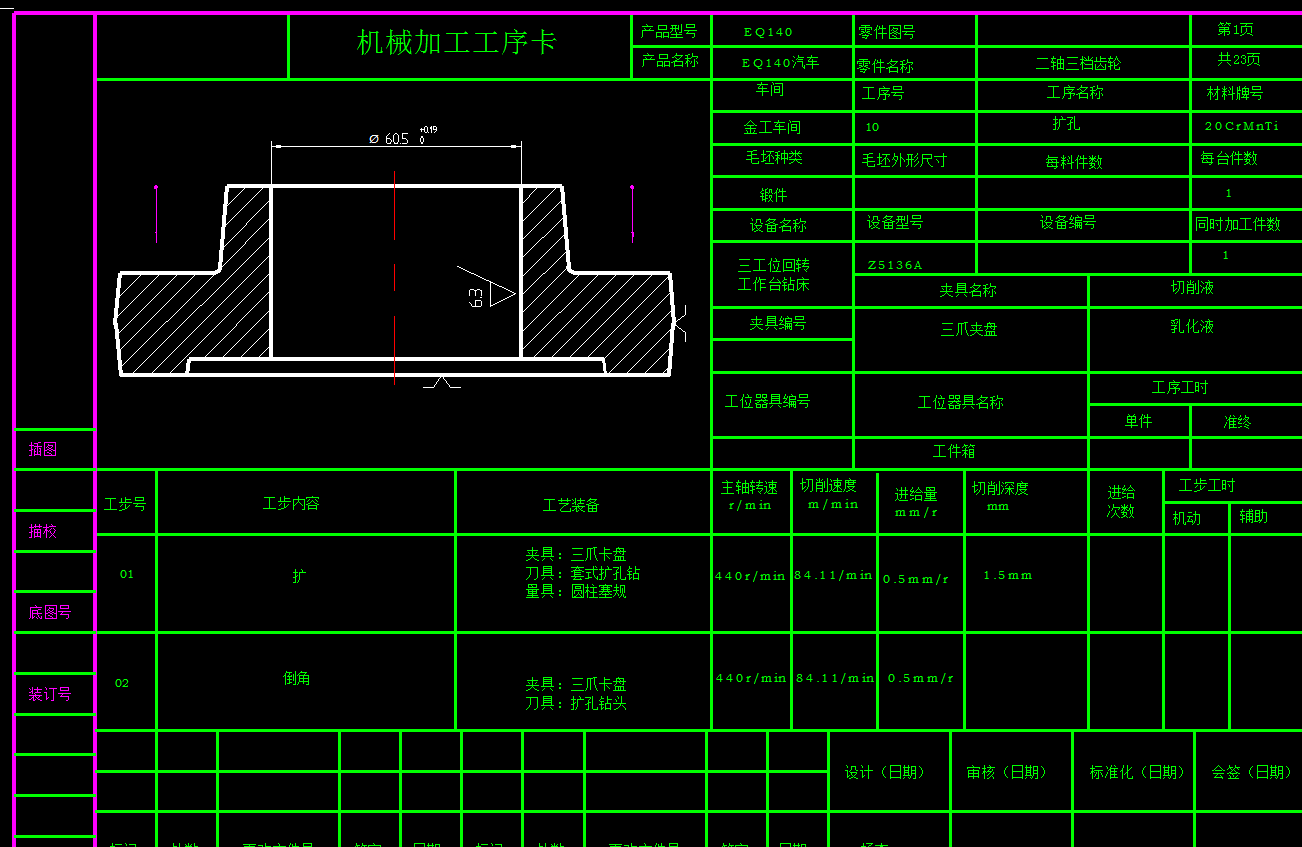
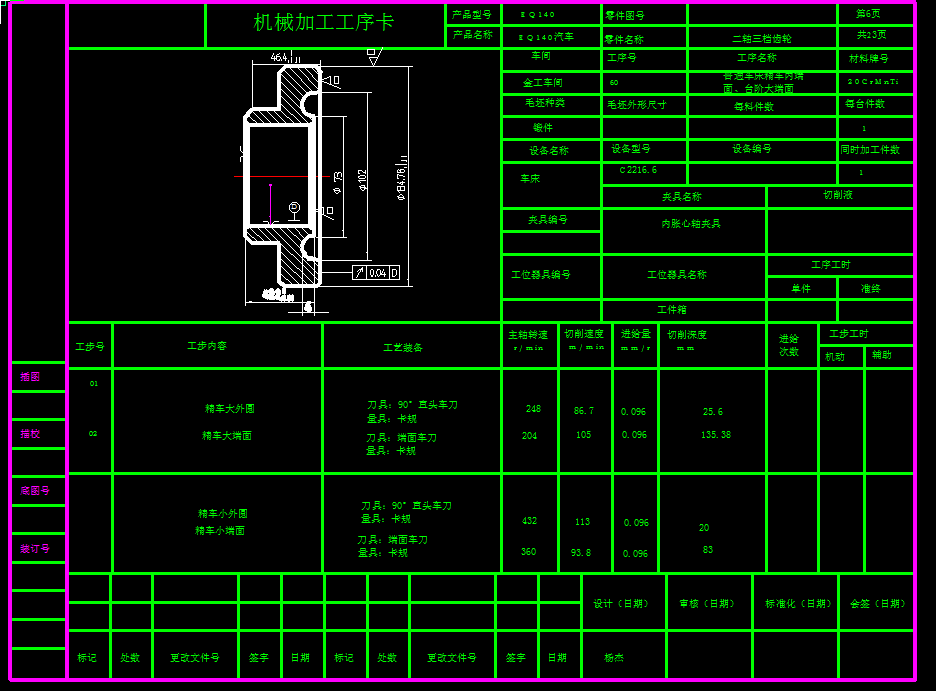
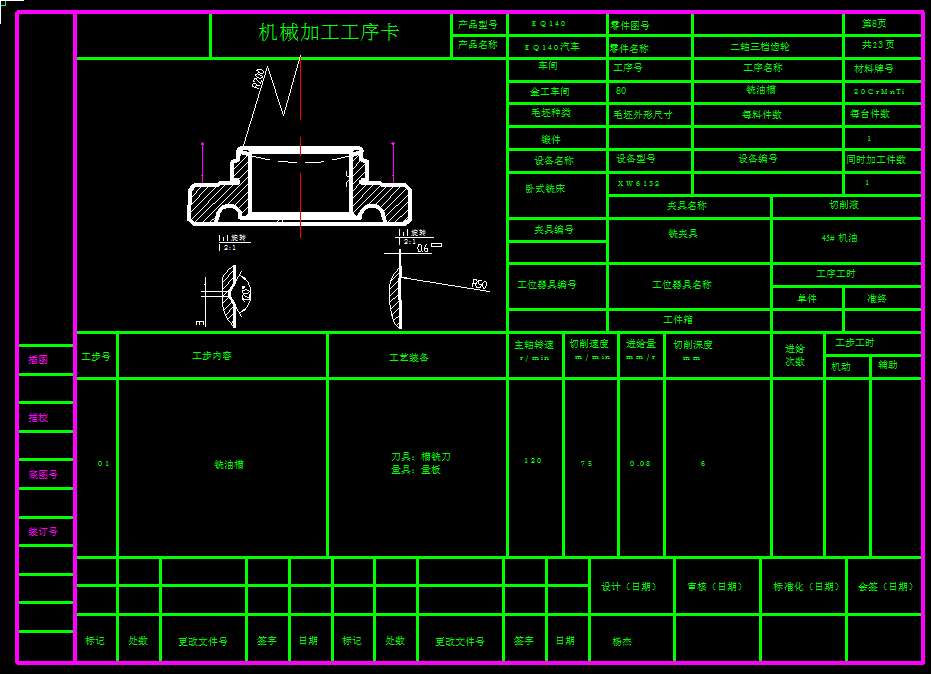
EQ140变速箱二轴三档齿轮作为汽车传动系统的核心零件,其加工精度直接影响变速箱的换挡平顺性与使用寿命。工艺设计需兼顾齿形精度、表面硬度及热处理变形控制,通过多工序协同实现零件性能的稳定输出。刀具选择需匹配材料特性,例如硬质合金滚刀可应对齿轮钢的高硬度切削,而精加工阶段采用剃齿刀可显著提升齿面光洁度,降低传动噪音。夹具设计则聚焦于定位基准的统一性,采用“一轴两销”定位方式可有效减少装夹误差,确保齿轮与轴的同轴度符合设计要求。
工序卡编制需细化加工路径,从粗车、滚齿、剃齿到热处理、精磨,每一步均需明确设备参数与检验标准。例如,滚齿工序需控制分齿精度与齿向误差,热处理后需通过磁粉探伤检测裂纹,精磨阶段则需采用数控磨床保证齿形公差。夹具结构需兼顾刚性与轻量化,定位块采用可调式设计可适应过多型号齿轮的加工需求,而液压夹紧机构则能提升装夹效率,显著缩短辅助时间。
刀具磨损监测是保障加工质量的关键环节,通过设定合理的换刀周期与在线检测频次,可避免因刀具钝化导致的齿形误差。夹具的重复定位精度需通过三坐标测量仪定期校验,确保批量加工时零件尺寸的一致性。工艺优化需结合材料特性与设备能力,例如采用低温渗碳工艺可减少热处理变形,而高速干式切削技术则能降低加工成本。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
机械手-液压机械手(说明书+CAD图纸+SolidWorks三维图+开题报告+任务书+文献)
01/21
64
湿式离合器设计(毕业论文+CAD图纸+外文文献)
02/02
61
浮头换热器打压工装图
03/18
45
牵引式小拱棚插杆机【SolidWorks+cad】
01/25
63
储罐装配图
03/02
72
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn