2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
差速器壳”的工艺规程和钻端面12孔钻床夹具设计(完整版)
来源: 阅读:34
网站管理员
发布于 2026-04-10 00:45
查看主页
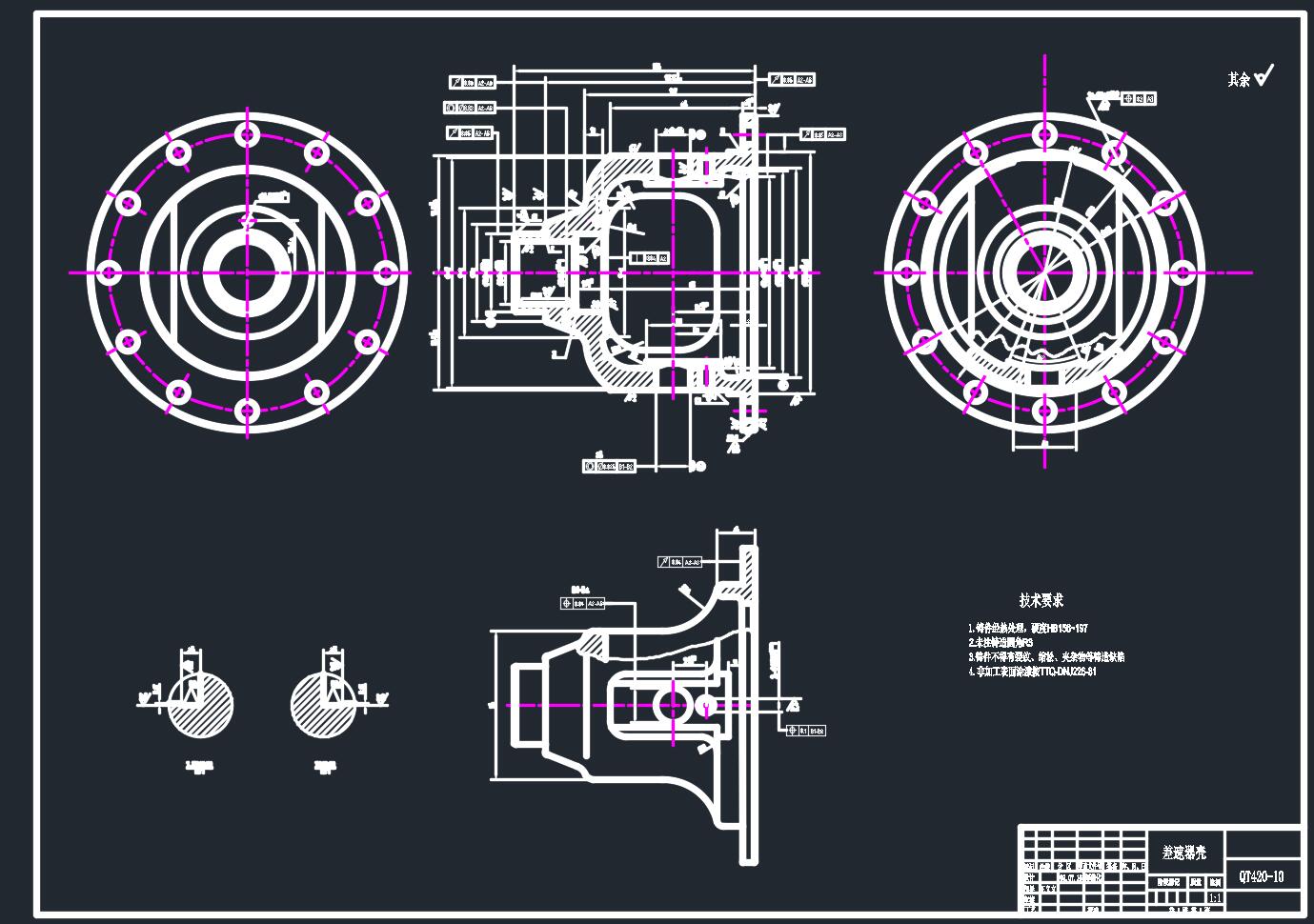
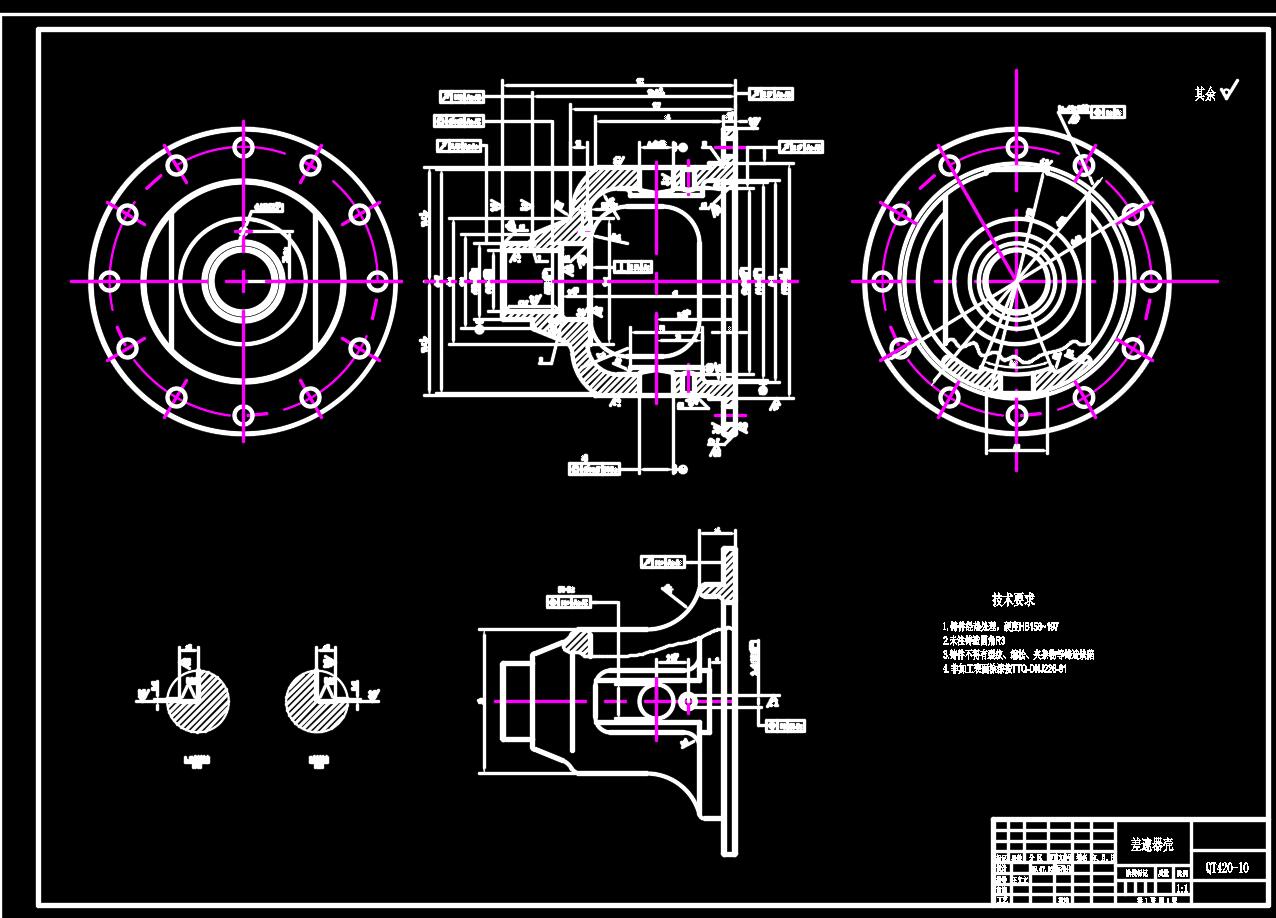
差速器壳作为汽车传动系统的核心零件,其加工精度直接影响车辆行驶稳定性。工艺规程的制定需从毛坯铸造开始,通过粗车、精车、热处理等工序逐步提升零件刚性。其中,端面加工是关键环节,需控制平面度误差在极小范围内,为后续钻孔提供基准。这一系列工序的衔接需严格遵循工艺路线,确保每道工序的加工余量合理分配,避免因重复定位导致尺寸偏差。
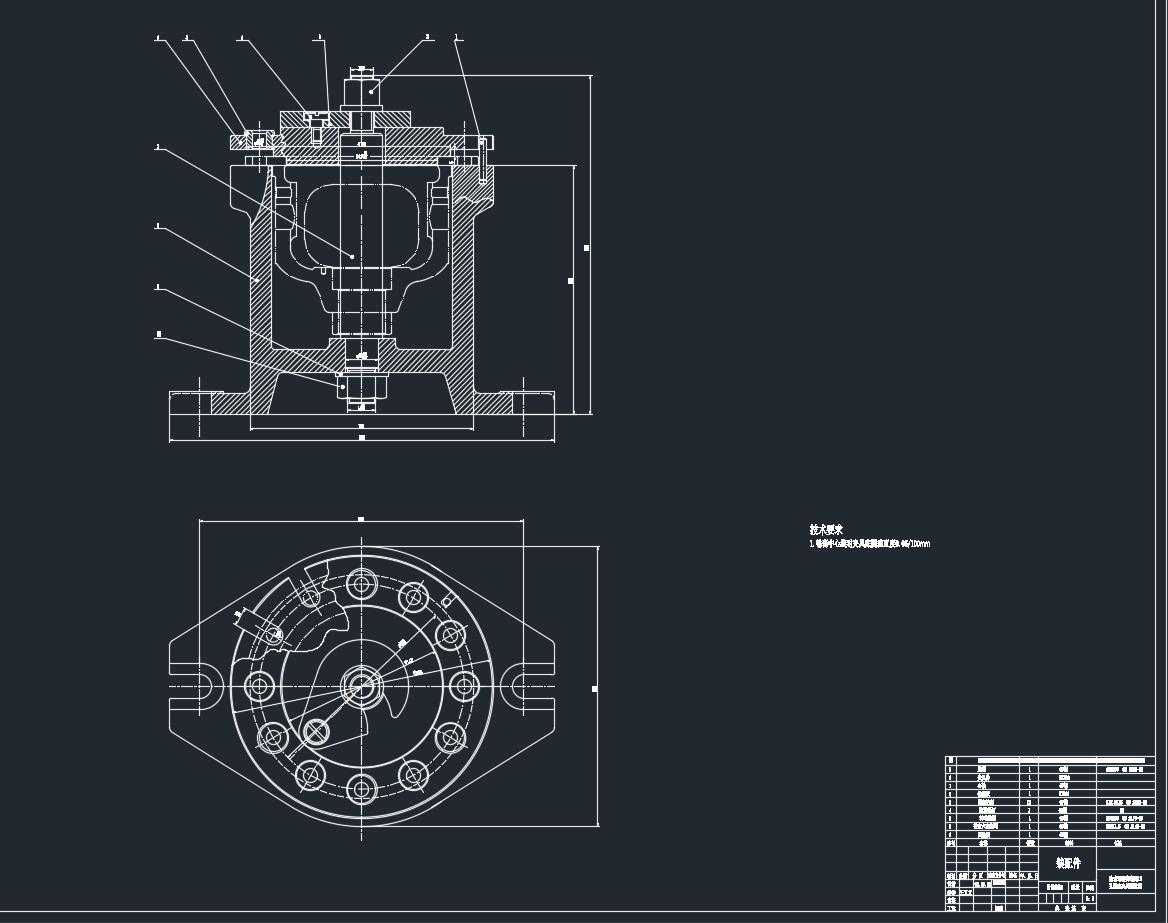
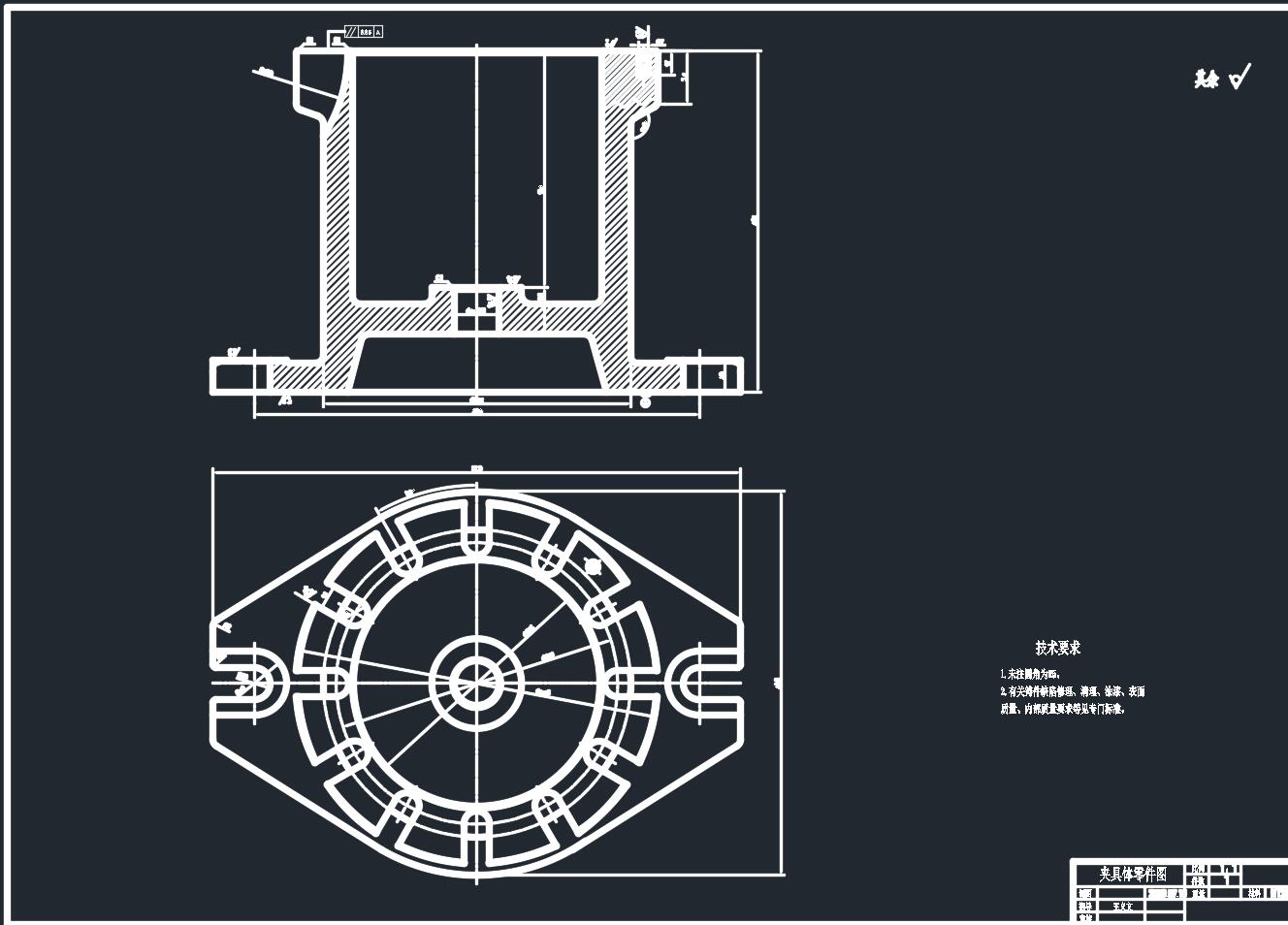
钻端面12孔的加工难点在于保证孔位分布精度。传统加工方式依赖工人经验调整钻头位置,易出现孔距超差问题。为此,专用钻床夹具通过定位销与支撑块的组合设计,将差速器壳精准固定在加工位置。夹具中的菱形销与圆柱销配合使用,既能限制零件自由度,又能避免因过定位导致的变形。这种设计显著缩短了装夹时间,同时将孔位重复定位精度提升至行业标准要求。
夹具的导向结构采用可换钻套设计,当钻头磨损或更换规格时,只需更换钻套即可恢复加工精度。钻套内孔与钻头直径的配合间隙经过严格计算,既保证排屑顺畅,又防止钻头偏摆。此外,夹具底座配备快速定位装置,可与钻床工作台快速对接,减少设备调整时间。这些细节设计使夹具具备通用性,可适配不同型号差速器壳的加工需求。
通过工艺规程与夹具设计的协同优化,差速器壳的加工质量得到双重保障。工艺路线确保了零件从毛坯到成品的每一步转化都符合技术要求,而专用夹具则解决了钻孔工序的精度难题。这种系统化解决方案为类似零件的加工提供了可借鉴的思路,尤其适合批量加工场景下的效率提升需求。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
管壳式换热器CAD图纸
03/04
49
十字接头零件分析(论文+DWG图纸)
03/31
47
毕业设计 基于UG与ANSYS的大学生节能车结构优化设计(说明书+7张CAD图纸+开题报告+任务书+答辩相关材料) 基于ug与ansys的大学生节能车hljit3a型结构优化设计
02/02
70
柴油发电机3D模型图纸 Solidworks设计
12/23
61
1000强制循环蒸发器CAD总装图
01/31
53
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn